





























Chapter 5 Macro Program
143
I Programming
Note 4: When feedrate override is disabled, an override of 100% is always applied regardless of the setting of the
feedrate override.
Note 5: When exact stop check is disabled, no exact stop check is made even in blocks including those which do not
perform cutting.
z
Number of machined parts
The number of machined parts can be read and written.
Variable No.
Function
#3901
Number of machined parts
z
Modal information
Modal information specified in blocks up to the immediately preceding block can be read.
Variable No.
Function
#4001
Group 1
(
G00, G01, G02, G03, G73, G74, G80, G81, G82, G83,
G84, G85, G86, G88, G89, G110, G111, G112, G113, G114, G115,
G134, G135, G136, G137, G138, G139
)
#4002
Group 2
(
G17, G18, G19
)
#4003
Group 3
(
G90, G91
)
#4005
Group 5
(
G94, G95
)
#4006
Group 6
(
G20, G21
)
#4007
Group 7
(
G40, G41, G42
)
#4008
Group 8
(
G43, G44, G49
)
#4010
Group 10
(
G98, G99
)
#4014
Group 14
(
G54, G55, G56, G57, G58, G59
)
#4107 D
code
#4109 F
code
#4111 H
code
#4113 M
code
#4114 Block
sequence
number
#4115 Program
name
#4119 S
code
#4120 T
code
z
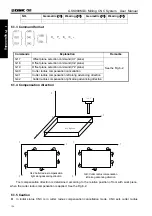
Current position
Position information can be read.
Variable No.
Function
Read during
movement
#5001~#5005
Workpiece coordinate system block end point
(tool compensation value not included)
Enabled
#5021~#5025
Machine coordinate system current position( tool
compensation value included)
Disabled
#5041~#5045
Workpiece coordinate system current position
(tool compensation value included)
Disabled
#5061~#5065
Workpiece coordinate system skip signal position
( tool compensation value included)
Enabled
#5081~#5085
Tool length compensation value
Disabled
Note 1: The first digit (from 1 to 5) represents an axis number.
Note 2: The tool length compensation value currently used for execution rather than the immediately preceding tool
compensation value is held in variables #5081~#5085.
Содержание 980MDc
Страница 19: ...GSK980MDc Milling CNC User Manual XVIII ...
Страница 20: ...1 I Programming Programming Ⅰ ...
Страница 21: ...GSK980MDc Milling CNC System User Manual 2 I Programming ...
Страница 139: ...GSK980MDc Milling CNC System User Manual 120 I Programming ...
Страница 191: ...GSK980MDc Milling CNC System User Manual 172 I Programming ...
Страница 192: ...173 Ⅱ Operation Ⅱ Operation ...
Страница 193: ...GSK980MDc Milling CNC System User Manual 174 Ⅱ Operation ...
Страница 200: ...Chapter 1 Operation Mode and Display 181 Ⅱ Operation ...
Страница 201: ...GSK980MDc Milling CNC System User Manual 182 Ⅱ Operation ...
Страница 249: ...GSK980MDc Milling CNC System User Manual 230 Ⅱ Operation ...
Страница 253: ...GSK980MDc Milling CNC System User Manual 234 Ⅱ Operation ...
Страница 259: ...GSK980MDc Milling CNC System User Manual 240 Ⅱ Operation ...
Страница 265: ...GSK980MDc Milling CNC System User Manual 246 Ⅱ Operation ...
Страница 293: ...GSK980MDc Milling CNC System User Manual 274 Ⅱ Operation ...
Страница 295: ...GSK980MDc Milling CNC System User Manual 276 Ⅱ Operation ...
Страница 319: ...GSK980MDc Milling CNC System User Manual 300 Ⅱ Operation ...
Страница 320: ...301 Ⅲ Installation Ⅲ Installation ...
Страница 321: ...GSK980MDc Milling CNC System User Manual 302 Ⅲ Installation ...
Страница 345: ...GSK980MDc Milling CNC System User Manual 326 Ⅲ Installation ...
Страница 391: ...GSK980MDc Milling CNC System User Manual 372 Ⅲ Installation ...
Страница 392: ...Appendix 373 Appendix Appendix ...
Страница 393: ...GSK980MDc Milling CNC System User Manual 374 Appendix ...
Страница 394: ...Appendix 375 Appendix Appendix 1 Outline Dimension of GSK980MDc L N ...







































































