





























Chapter 6 Cutter Compensation
167
I Programming
There is no interference actually, but program direction in block B is opposite to the cutter radius
compensation path. The cutter stops, and the alarm occurs.
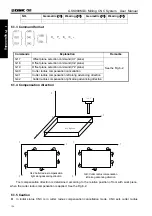
6.2.6 Command of compensation vector cancel temporarily
If the following commands G92, G28, G29, coordinate command selection G54~G59 and canned cycle
are specified in compensation mode, the compensation vector is temporarily cancelled and then
automatically restored after these commands are executed. Now, the temporary compensation vector
cancellation is different to the compensation cancellation mode, tool is moved to the specified point by
compensation vector cancellation from the intersection. And the tool moves to the intersection directly when
the compensation mode restores.
z
Coordinate system setting command G92 and coordinate system selection command G54~G59
Note: SS is indicated as the point stopped for twice in Single block mode.
z
Automatic return to the reference point G28
If G28 is specified in compensation mode, the compensation will be cancelled at an intermediate
position. The compensation mode is automatically restored after the reference point is returned.
Содержание 980MDc
Страница 19: ...GSK980MDc Milling CNC User Manual XVIII ...
Страница 20: ...1 I Programming Programming Ⅰ ...
Страница 21: ...GSK980MDc Milling CNC System User Manual 2 I Programming ...
Страница 139: ...GSK980MDc Milling CNC System User Manual 120 I Programming ...
Страница 191: ...GSK980MDc Milling CNC System User Manual 172 I Programming ...
Страница 192: ...173 Ⅱ Operation Ⅱ Operation ...
Страница 193: ...GSK980MDc Milling CNC System User Manual 174 Ⅱ Operation ...
Страница 200: ...Chapter 1 Operation Mode and Display 181 Ⅱ Operation ...
Страница 201: ...GSK980MDc Milling CNC System User Manual 182 Ⅱ Operation ...
Страница 249: ...GSK980MDc Milling CNC System User Manual 230 Ⅱ Operation ...
Страница 253: ...GSK980MDc Milling CNC System User Manual 234 Ⅱ Operation ...
Страница 259: ...GSK980MDc Milling CNC System User Manual 240 Ⅱ Operation ...
Страница 265: ...GSK980MDc Milling CNC System User Manual 246 Ⅱ Operation ...
Страница 293: ...GSK980MDc Milling CNC System User Manual 274 Ⅱ Operation ...
Страница 295: ...GSK980MDc Milling CNC System User Manual 276 Ⅱ Operation ...
Страница 319: ...GSK980MDc Milling CNC System User Manual 300 Ⅱ Operation ...
Страница 320: ...301 Ⅲ Installation Ⅲ Installation ...
Страница 321: ...GSK980MDc Milling CNC System User Manual 302 Ⅲ Installation ...
Страница 345: ...GSK980MDc Milling CNC System User Manual 326 Ⅲ Installation ...
Страница 391: ...GSK980MDc Milling CNC System User Manual 372 Ⅲ Installation ...
Страница 392: ...Appendix 373 Appendix Appendix ...
Страница 393: ...GSK980MDc Milling CNC System User Manual 374 Appendix ...
Страница 394: ...Appendix 375 Appendix Appendix 1 Outline Dimension of GSK980MDc L N ...







































































