




























Inspection and Maintenance — GEK 107048
Hot Gas Path Inspection — Inspection Procedures
HGP-I-10
2. Dents — Dents are permissible with the following limits:
a. The dent must not contain any cracks per the above paragraph.
b. The dent must not obstruct the diameter of, or penetrate into a cooling air hole. The cooling
hole closest to the leading edge, should pass a 0.067 in. diameter wire or next larger standard
ball to be acceptable. Holes 2 through 12 must pass a 0.050 in. diameter wire or a next larger
standard ball to be acceptable. The trailing edge hole must pass a 0.034 in. diameter wire or
next larger standard ball to be acceptable.
c. A dent must not be more than 0.090 in. deep. Therefore in areas where metal thickness to a
cooling hole is not the limiting factor, a dent may be blended to remove resulting cracks or
metal displacement, providing the 0.090 in. limit is not exceeded.
3. Missing Metal — Missing metal on first stage buckets occurring in the squealer portion can be
repaired by blending. Missing metal or radial cracks in the squealer portions can be corrected with-
in the following limits:
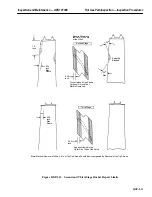
a. The squealer tip wall may be removed for a surface distance of 1.0 in. from the leading edge
on the suction side of the bucket.
The squealer tip wall may be removed for a surface distance of 0.50 in. from the leading edge
on the pressure side of the bucket. See Figure HGP-I.11 Squealer Tip Repair Limit.
b. Missing metal, dents and blending cracks in the leading edge must not extend more than 0.750
in. down from the top edge of the bucket. No more than five buckets total may have leading
edge blending below the squealer section without a resultant loss in performance. See Figure
HGP-I.11 Leading Edge Repair Limits.
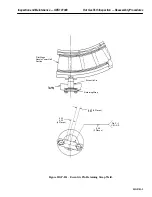
4. Corrosion — First stage buckets are more susceptible to damage by corrosion, erosion, and oxida-
tion than second or third stage buckets. This condition usually first appears on the leading edge
of the airfoil as a flattening and roughening of the surface; however, the entire airfoil is susceptible
to corrosion, erosion or oxidation attack.
Direct measurement of this wearing is difficult, if not impossible; however, a general criteria can
be established. The cooling hole closest to the leading edge is approximately 0.15 in. from the lead-
ing edge and about 0.06 in. from the airfoil suction side surface. The corrosion pattern on the lead-
ing edge will allow a maximum of 0.088 in. corrosion before a breakdown of the hole closest to
the leading edge occurs. This breakdown appears as a depression on the suction side surface, near
the leading edge. If this condition appears on the first stage buckets, replacement is required.
If some lesser amount of corrosion is observed, judgment is required to weigh the possibility of
a corrosion related failure against the cost of replacement of buckets at the time of inspection.
Realize the 0.088 in. of corrosion constitute a total corrosion life. The fraction of 0.088 in. removed
is the fraction of the life used (it is assumed that corrosion progresses linearly with time). Replace
the buckets if total corrosion life is predicted before the next planned inspection.
Second and Third Stage Buckets
1. Cracks — Cracks also occur in the second and third stage buckets due to foreign object damage.
These cracks usually occur at the airfoil leading edge in the outer span sections.
Содержание MS6001B
Страница 2: ...Gas Turbine Inspection and Maintenance GEK 107048 I 2 THIS PAGE INTENTIONALLY LEFT BLANK ...
Страница 4: ...Inspection and Maintenance Note THIS PAGE INTENTIONALLY LEFT BLANK ...
Страница 12: ...Inspection and Maintenance Notes Cautions and Warnings viii THIS PAGE INTENTIONALLY LEFT BLANK ...
Страница 13: ...INSERT TAB INTRODUCTION ...
Страница 14: ......
Страница 25: ...INSERT TAB STANDARD PRACTICES ...
Страница 26: ......
Страница 57: ...Standard Practices Inspection and Maintenance GEK 107048 SP 31 Figure 2 26 Rail Fabrication Hoist ...
Страница 58: ...Inspection and Maintenance GEK 107048 Standard Practices SP 32 Figure 2 27 Pulley Nozzle Segments ...
Страница 59: ...Standard Practices Inspection and Maintenance GEK 107048 SP 33 Figure 2 28 Typical Borescope Kit ...
Страница 60: ...Inspection and Maintenance GEK 107048 Standard Practices SP 34 Figure 2 29 Rail Channel Trolley ...
Страница 61: ...Standard Practices Inspection and Maintenance GEK 107048 SP 35 Figure 2 30 Lifting Beam Inlet Silencer ...
Страница 62: ...Inspection and Maintenance GEK 107048 Standard Practices SP 36 Figure 2 31 Lifting Beam Inlet Transition ...
Страница 63: ...Standard Practices Inspection and Maintenance GEK 107048 SP 37 Figure 2 32 Lifting Beam Inlet Elbow ...
Страница 66: ...Inspection and Maintenance GEK 107048 Standard Practices SP 40 Figure 2 38 Tubing Insert and Male Connector ...
Страница 86: ...Inspection and Maintenance GEK 107048 Standard Practices SP 60 THIS PAGE INTENTIONALLY LEFT BLANK ...
Страница 87: ...INSERT TAB AUXILIARY CONTROLS SYSTEMS MAINTENANCE ...
Страница 88: ......
Страница 90: ...Auxiliary and Controls Systems Maintenance Inspection and Maintenance THIS PAGE INTENTIONALLY LEFT BLANK ...
Страница 104: ...Auxiliary and Controls Systems Maintenance Inspection and Maintenance ACSM 14 THIS PAGE INTENTIONALLY LEFT BLANK ...
Страница 106: ...Inspection and Maintenance Procedures Inspection and Maintenance I 2 THIS PAGE INTENTIONALLY LEFT BLANK ...
Страница 132: ...Inspection and Maintenance Procedures Inspection and Maintenance IMP 26 THIS PAGE INTENTIONALLY LEFT BLANK ...
Страница 133: ...INSERT TAB SCHEDULED TURBINE MAINTENACE ...
Страница 134: ......
Страница 153: ...Scheduled Turbine Maintenance Inspection and Maintenance GEK 107048 STM 19 Figure 4 2 Borescope Light Supply ...
Страница 156: ...Inspection and Maintenance GEK 107048 Scheduled Turbine Maintenance STM 22 Figure 4 5 TV Monitor Presentation ...
Страница 157: ...INSERT TAB COMBUSTION INSPECTION ...
Страница 158: ......
Страница 160: ...Inspection and Maintenance GEK 107048 Combustion Inspection 2 THIS PAGE INTENTIONALLY LEFT BLANK ...
Страница 239: ...INSERT TAB HOT GAS PATH INSPECTION ...
Страница 240: ......
Страница 242: ...Inspection and Maintenance GEK 107048 Hot Gas Path Inspection 2 THIS PAGE INTENTIONALLY LEFT BLANK ...
Страница 313: ...INSERT TAB MAJOR INSPECTION ...
Страница 314: ......
Страница 316: ...Inspection and Maintenance GEK 107048 Major Inspection 2 THIS PAGE INTENTIONALLY LEFT BLANK ...
Страница 350: ...Inspection and Maintenance GEK 107048 Major Inspection Inspection Procedures MI I 8 THIS PAGE INTENTIONALLY LEFT BLANK ...
Страница 363: ...INSERT TAB MAINTENANCE FORMS ...
Страница 364: ......
Страница 370: ...Inspection and Maintenance GEK 107048 Maintenance Forms MF 6 THIS PAGE INTENTIONALLY LEFT BLANK ...