Chapter 6 Cutter Compensation
171
I Programming
compensation radius. This is a normal treatment mode for the straight line to circular arc.
The alarm may occur in terms of the following program
N0 G90 G00 X0 Y0 Z0
N1 G01 G41 X0 Y0 D1 F800 …without moving originally start
, N2 G02 X50 R25
Because the N1 block does not a movement, namely, it equals to the “two same points”. The transit
points P1 and P2 are performed based on the treatment of two same points (The path of two same points),
so the circular arc path cut by this transit point obviously differs from the actual path to be machined, in this
case, the “circular arc data error in cutter compensation C” may alarm.
(c) In the calculation of arc cutter compensation C, this alarm may issue if the compensation
radius D is modified.
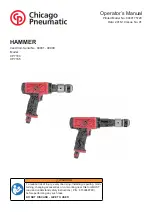
Programmed path
Tool center path
r
N2
N0
N1
P1
P2
N3
G41
Program example: N0 G90 G00 X-50 Y-50 Z25
N1 G01 G41 X0 Y0 D1 F800
N2 G02 X50 R25
N3 G02 X100 R25
The left figure is shown the programmed path and the tool center path.
If the compensation radius D is changed in N3, for example, the D2 is specified in N3 block (the value
of D2 is not equal to the one of D1), in this case, it is similar as (b), an alarm of the “circular arc data error in
cutter compensation C” may occur.
Summary of Contents for 980MDc
Page 19: ...GSK980MDc Milling CNC User Manual XVIII ...
Page 20: ...1 I Programming Programming Ⅰ ...
Page 21: ...GSK980MDc Milling CNC System User Manual 2 I Programming ...
Page 139: ...GSK980MDc Milling CNC System User Manual 120 I Programming ...
Page 191: ...GSK980MDc Milling CNC System User Manual 172 I Programming ...
Page 192: ...173 Ⅱ Operation Ⅱ Operation ...
Page 193: ...GSK980MDc Milling CNC System User Manual 174 Ⅱ Operation ...
Page 200: ...Chapter 1 Operation Mode and Display 181 Ⅱ Operation ...
Page 201: ...GSK980MDc Milling CNC System User Manual 182 Ⅱ Operation ...
Page 249: ...GSK980MDc Milling CNC System User Manual 230 Ⅱ Operation ...
Page 253: ...GSK980MDc Milling CNC System User Manual 234 Ⅱ Operation ...
Page 259: ...GSK980MDc Milling CNC System User Manual 240 Ⅱ Operation ...
Page 265: ...GSK980MDc Milling CNC System User Manual 246 Ⅱ Operation ...
Page 293: ...GSK980MDc Milling CNC System User Manual 274 Ⅱ Operation ...
Page 295: ...GSK980MDc Milling CNC System User Manual 276 Ⅱ Operation ...
Page 319: ...GSK980MDc Milling CNC System User Manual 300 Ⅱ Operation ...
Page 320: ...301 Ⅲ Installation Ⅲ Installation ...
Page 321: ...GSK980MDc Milling CNC System User Manual 302 Ⅲ Installation ...
Page 345: ...GSK980MDc Milling CNC System User Manual 326 Ⅲ Installation ...
Page 391: ...GSK980MDc Milling CNC System User Manual 372 Ⅲ Installation ...
Page 392: ...Appendix 373 Appendix Appendix ...
Page 393: ...GSK980MDc Milling CNC System User Manual 374 Appendix ...
Page 394: ...Appendix 375 Appendix Appendix 1 Outline Dimension of GSK980MDc L N ...