





























GSK980MDc Milling CNC System User Manual
168
I Programming
If the canned cycle command is specified in compensation mode, the compensation will be temporarily
cancelled in the canned cycle operation 1. The compensation mode is automatically restored after the
canned cycle is terminated.
6.2.7 Exceptional case
z
When the inner corner machining is less than tool radius
When the inner corner machining is less than tool radius, the inner offset of a tool will cause over cut.
The tool stops and alarm occurs after moving at the beginning or at the corner in previous block. But if the
switch of “Single block” is ON, the tool will be stopped at the end of the previous block.
z
When a groove less than the tool diameter is machined
When the tool center moves opposite to the direction of programmed path, the over cutting will be
generated by the cutter radius compensation. Tool stops and alarm appears after moving at the beginning
of previous block or at the corner.
z
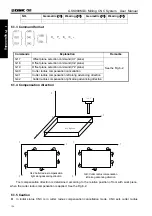
When a step less than the tool radius is machined
When a program contains a step which is an arc and less than tool radius, tool center path may form a
opposite movement direction to the programmed path. So the first vector is ignored and it moves to the end
of the second vector along a straight line. The program will be stopped for Single block mode, the cycle
continues if it is not single block mode. The compensation will be executed correctly and no alarm will be
generated if the step is a straight line. (But the uncut part is reserved.)
z
When the sub-program is contained in G code
CNC should be in compensation cancellation mode before calling the sub-program (namely, before the
G98 is performed). Offset can be applied after entering the sub-program, but the compensation cancellation
Summary of Contents for 980MDc
Page 19: ...GSK980MDc Milling CNC User Manual XVIII ...
Page 20: ...1 I Programming Programming Ⅰ ...
Page 21: ...GSK980MDc Milling CNC System User Manual 2 I Programming ...
Page 139: ...GSK980MDc Milling CNC System User Manual 120 I Programming ...
Page 191: ...GSK980MDc Milling CNC System User Manual 172 I Programming ...
Page 192: ...173 Ⅱ Operation Ⅱ Operation ...
Page 193: ...GSK980MDc Milling CNC System User Manual 174 Ⅱ Operation ...
Page 200: ...Chapter 1 Operation Mode and Display 181 Ⅱ Operation ...
Page 201: ...GSK980MDc Milling CNC System User Manual 182 Ⅱ Operation ...
Page 249: ...GSK980MDc Milling CNC System User Manual 230 Ⅱ Operation ...
Page 253: ...GSK980MDc Milling CNC System User Manual 234 Ⅱ Operation ...
Page 259: ...GSK980MDc Milling CNC System User Manual 240 Ⅱ Operation ...
Page 265: ...GSK980MDc Milling CNC System User Manual 246 Ⅱ Operation ...
Page 293: ...GSK980MDc Milling CNC System User Manual 274 Ⅱ Operation ...
Page 295: ...GSK980MDc Milling CNC System User Manual 276 Ⅱ Operation ...
Page 319: ...GSK980MDc Milling CNC System User Manual 300 Ⅱ Operation ...
Page 320: ...301 Ⅲ Installation Ⅲ Installation ...
Page 321: ...GSK980MDc Milling CNC System User Manual 302 Ⅲ Installation ...
Page 345: ...GSK980MDc Milling CNC System User Manual 326 Ⅲ Installation ...
Page 391: ...GSK980MDc Milling CNC System User Manual 372 Ⅲ Installation ...
Page 392: ...Appendix 373 Appendix Appendix ...
Page 393: ...GSK980MDc Milling CNC System User Manual 374 Appendix ...
Page 394: ...Appendix 375 Appendix Appendix 1 Outline Dimension of GSK980MDc L N ...







































































