




























4-20
ENG
CULASSE, CYLINDRE ET PISTON
ZYLINDERKOPF, ZYLINDER UND KOLBEN
TESTA CILINDRO, CILINDRO E PISTONE
INSPEKTION
Zylinderkopf
1. Ausbauen:
9
Ölkohleablagerungen
Einen abgerundeten Schaber
1
verwenden.
HINWEIS:
Dabei vorsichtig vorgehen, damit das
Gewinde der Zündkerzenbohrung
nicht beschädigt wird. Niemals scharf-
kantige Werkzeuge verwenden, um
ein Zerkratzen des Aluminiums zu
vermeiden.
2. Prüfen:
9
Zylinderkopf-Kühlwasserman-
tel
Wasserstein/Rost
→
Entfernen.
9
Zylinderkopf-Verwerfung
Abweichnung von Spezifikation
→
Bearbeitung der Oberfläche.
Zylinder
1. Ausbauen:
9
Ölkohleablagerungen
Einem abgerundeten Schaber
verwenden
1
.
HINWEIS:
Kein scharfkantiges Instrument ver-
wenden. Kratzer auf dem Aluminium
vermeiden.
VERIFICATION
Culasse
1. Déposer:
9
Depôts de carbone
Utiliser le grattoir arrondi
1
.
N.B.:
Prendre garde à ne pas rayer le filetage
du trou de bougie et les sièges de sou-
pape. Ne pas utiliser d’instrument poin-
tu. Eviter de rayer l’aluminium.
2. Examiner:
9
Chemise d’eau de la culasse
Couche de minéraux/rouille
→
Eliminer.
9
Déformation de la culasse
Hors-spécification
→
Rectifier.
IC474000
ISPEZIONE
IC474101
Testa cilindro
1. Togliere:
9
Depositi carboniosi
Usare un raschietto arrotondato
1
.
NOTA:
Fare attenzione a evitare di danneggiare
le filettature della candela. Non usare
uno strumento appuntito. Evitare di
graffiare l’alluminio.
2. Ispezionare:
9
Camicia d’acqua della testa
cilindro
Crosta di
minerali/Ruggine
→
Toglierle.
9
Svergolamento della testa cilin-
dro
Fuori specifica
→
Rispianare e
rifinire la superficie.
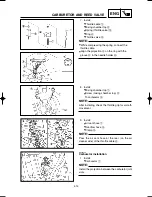
Schritte für Messung der Ver-
werfung und Bearbeitung der
Oberfläche:
9
Am Zylinderkopf ein Lineal
1
und Einstell-Lehre
2
anbringen.
9
Die Verwerfungsgrenze messen.
9
Wenn die Verwerfung nicht den
erforderlichen Maßen entspricht,
Zylinderkopffläche bearbeiten.
9
Ein feuchtes Sandpapier
3
(Feinheit 400~600) auf die Ober-
flächenplatte legen und den
Zylinderkopf
4
durch Aus-
führung einer Achterfigur
abschleifen.
HINWEIS:
Um zu vermeiden, daß an einer
Seite zu viel abgeschliffen wird,
den Zylinderkopf mehrmals dre-
hen.
Verwerfungsgrenze:
0,03 mm (0,0012 in)
Passi della misurazione e la
rispianatura e rifinitura della
superficie dello svergolamento:
9
Collegare alla testa cilindro un
guardapiano
1
e uno spessimetro
2
.
9
Misurare lo svergolamento.
9
Se lo svergolamento è fuori speci-
fica, rispianare e rifinire la super-
ficie della testa cilindro.
9
Collocare carta vetrata umida di
grana no. 400~600
3
sul piano di
riscontro e rispianare e rifinire la
superficie della testa
4
usando
uno schema di carteggiatura a
forma di otto.
NOTA:
Ruotare la testa cilindro diverse
volte per evitare di togliere troppo
materiale da un lato.
Limite di svergolamento:
0,03 mm (0,0012 in)
Procédure mesure de la déforma-
tion et rectification:
9
Poser une règle
1
et un calibre
d’épaisseur
2
sur la culasse.
9
Mesurer la déformation.
9
Si la déformation est hors-spécifi-
cation, rectifier la culasse.
9
Mettre un morceau de toile émeri
humide de N°400~600
3
sur un
marbre et rectifier la culasse
4
en
lui faisant faire des “huit”.
N.B.:
Tourner la culasse plusieurs fois
pouréviter d’enlever trop de matière
d’un côté.
Limite de déformation:
0,03 mm (0,0012 in)
Cylindre
1. Déposer:
9
Dépôts du carbone
Utiliser le grattoir arrondi
1
.
N.B.:
Eviter d’utiliser un outil acéré, éviter de
rayer l’aluminium.
IC474200
Cilindro
1. Togliere:
9
Depositi carboniosi
Usare un raschietto arrotondato
1
.
NOTA:
Non usare uno strumento appuntito.
Evitare di graffiare l’alluminio.
5NY-9-30-4B 5/23/01 8:48 PM Page 7
Summary of Contents for YZ125(P)/LC
Page 128: ...3 3 INSP ADJ MEMO...
Page 286: ...4 37 ENG CLUTCH AND PRIMARY DRIVEN GEAR 4 Install 9Plain washer 1 9Circlip 2...
Page 562: ...TUN MEMO...
Page 563: ......







































































