





























Fault Conditions
MedWeld 4000 Operator’s Guide
Modified: 9/17/08
8 - 5
M-032116 Programs #T03300, #T02300 and #T02400
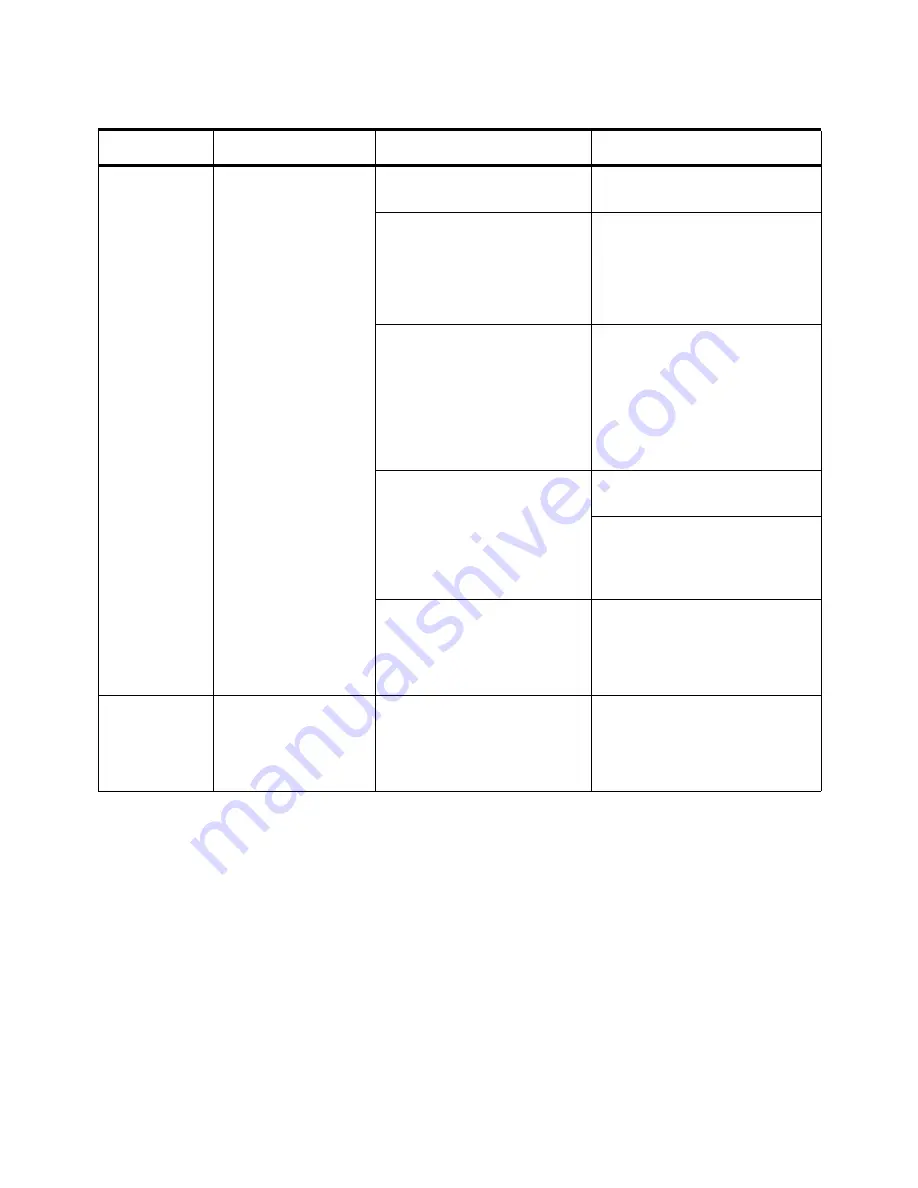
High Current
Limit
(See p. 5-3)
(Also
Secondary
Current Limit
when the
inverter is in
Secondary
Current firing
mode)
The control detected
that the current fired
during the weld
schedule exceeded
the high current limit.
(This could be the
limit in the setup
parameters OR set
by Function #76 in
the weld schedule.)
The limit is set too low.
Re-program high current limit
(Function #76).
Welder impedance is lower
than it was when the current
limit was set. The welder may
be drawing more current than
the originally-calculated
maximum.
Check for improper installation
of either a kickless cable or
shunt cable.
Pressure being maintained to
the tips changed during the
weld, so less pressure to the
welding spot was provided.
The weld processor will
compensate, and possibly
generate a HIGH CURRENT
LIMIT fault.
With a pressure gauge, verify
that constant pressure is being
maintained. Check for things
affecting pressure (such as
hoses binding in the weld gun
tooling, faulty or sticky solenoid
valves or slow-moving cylin-
ders.
Incorrect measurement of the
primary current. (Since both
the weld processor and the
firing card are involved in cur-
rent measurement, certain
failures on one of these cards
may cause this fault to occur.)
Check for loose wiring at the J3
connector on the firing card.
Secure the cable that runs
between the firing card and the
processor. Check for bad con-
nector. Replace as necessary.
Expulsion caused reduction
in the weld resistance. (This
may cause the current to
exceed the calculated
maximum.)
Adjust the schedule to reduce
expulsion while maintaining suf-
ficient current to provide a good
weld.
Inhibit
Initiation on
Fault
The weld sequence was
initiated with a fault present,
but the weld schedule would
not sequence due to a fault
condition.
Message
Explanation
Possible Cause
Remedy







































































