86/132 Operation
Bosch Rexroth AG
, SYEPS series 1X, RE 30201-B/07.2014
0
1
2
3
4
5
6
0
10
20
30
40
50
Time [ms]
PTE
Working time
Wait time (metal sheet advance)
Plunger
Metal sheet
Bottom die
POP
Idle stroke abo-
ve metal sheet
Idle stroke below metal sheet
Positioning window PUP
PUP
Positioning window POP
Total stroke
Position [mm]
NRG
PRG
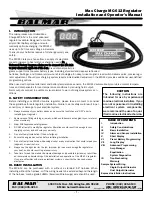
Fig. 60: Schematic illustration of the punching process
Punching axis in PTE
0
40
10
20
30
1
2
3
4
5
6
7
8
9
10
Punching axis in PUP 4 mm
0
40
10
20
30
10
1
2
3
4
5
6
7
9
8
7
0
40
10
20
30
Punching axis in POP 12 mm
10
1
2
3
4
5
6
9
8
Fig. 61:
1
Position measuring system of
punching axis in mm
2
Piston rod
3
Punching tool spring
4
Punching tool
5
Stripper spring
6
Stripper
7
Upper turret
8
Metal sheet, 2 mm thick
9
Lower turret
10
Die
In this operating mode, the cylinder moves to “
P
osition
T
ool
E
xchange”, PTE. This
position is, in most of the cases, slightly below the upper positive stop of the
cylinder. Position PTE, R parameter R422, can only be adjusted by means of the
Position tool exchange - 32