06.93
10 Axis and Spindle Installation
10.4.1 Drive optimization
10.4.1.7
Dynamic contour monitoring
Operational faults resulting from the mechanical jamming of axes or drive faults can be
detected with the help of dynamic contour monitoring and an incorrect parameterization of the
machine data setting for drift and multgain rectified. The contour monitoring works by
continuously comparing the measured following error and the following error calculated from
the NC position partial setpoint. A model which reproduces the dynamics of the position
control including the feedforward control is used to calculate the following error.
The contour monitoring tolerance band (MD 332*) is defined as the difference between the
actual and the calculated following error and is input in the format "units (MS)".
A tolerance band is entered to avoid triggering the contour monitoring unnecessarily when
slight speed fluctuations resulting from operational control processes occur.
In addition to the velocity at which the contour monitoring responds (MD 336*), it is also
possible to define the response time (MD 1200*) during which the contour monitoring response
threshold can be exceeded.
The contour monitoring can be switched off with MD 1820*, bit 7 (1 = contour monitoring off)
(e.g. during installation, before MD 256*/ 260* have been set exactly).
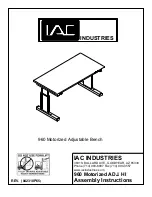
Activating contour monitoring at constant setpoint velocity
a a a a a a a a a a a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a a a a a a a a a a a
Tolerance band MC
332*
a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a
336*
Threshold
velocity
a a a a a a a a a a a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a a a a a a a a a a a
Actual following error
Calculated following
error contour
Time
a a a a
a a a a
a a a a
a a a a
t4
a a a
a a a
a a a
a a a
t3
a a a
a a a
a a a
a a a
t2
a a a a
a a a a
a a a a
a a a a
t1
t2-t1 < MD 1200*
:
Monitoring not switched off
t4-t3 > MD 1200*
:
Monitoring switched off and alarm output at t4
If the velocity exceeds the response threshold (MD 336*) and the difference between the
measured and calculated following error lies outside the tolerance band (MD 332*) for longer
than the defined response time (MD 1200*), the mode group concerned is switched off and the
alarm message "Contour monitoring" is output for the axis concerned. The illustration above
shows how the contour monitoring works.
Machining true to contour is only possible if all the axes that interpolate with each other are set
to the same servo gain (also applies to rotary axes).
The servo gain factor should be as high as possible.
© Siemens AG 1992 All Rights Reserved 6FC5197- AA50
10–31
SINUMERIK 840C (IA)
Summary of Contents for SIMODRIVE 611-D
Page 2: ......