12 Functional Descriptions
09.95
12.4 Dwell in relation to axes or spindles
12.4
Dwell in relation to axes or spindles
With certain technological processes (e.g. gear shaping/hobbing, etc.), a defined path (circular
movement or relief cut) must be traversed when the final infeed is reached. The infeed axis
must be retracted on completion of this programmed path. This function must operate with the
greatest possible accuracy.
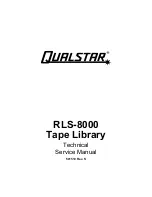
12.4.1 Dead time compensation, NC MD 330
V/t chart for infeed axis
a a a a a a a a a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a a a a a a a a a
Infeed depth reached
a a a a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a a a a
Start of
retraction motion
a a a a
a a a a
a a a a
a a a a
T
t0
a a a a a
a a a a a
a a a a a
a a a a a
T
t1
a a a a a
a a a a a
a a a a a
a a a a a
T
t2
a a
a a
a a
a a
t
a a a a a
a a a a a
a a a a a
a a a a a
T
t0
a a a a a a
a a a a a a
a a a a a a
a a a a a a
T
IPO
a a a
a a a
a a a
a a a
V
a a a a
a a a a
a a a a
a a a a
T
R
a a a a
a a a a
a a a a
a a a a
a a a a
a a a a
a a a a
a a a a
a a a a
a a a a
a a a a
a a a a
a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a
a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a a
Infeed to end dimension
a a a a a a a a a a a a
a a a a a a a a a a a a
a a a a a a a a a a a a
a a a a a a a a a a a a
Dwell
a a a a a a a a a a a a a a
a a a a a a a a a a a a a a
a a a a a a a a a a a a a a
a a a a a a a a a a a a a a
Return
Legend:
T
IPO
:
IPO sampling time
T
t0
:
0 t
t
0
2 IPO
Since "Exact stop reached" and "Dwell path limit evaluated/detected" are
detected in the IPO cycle, the maximum possible "inaccuracy" will in this case
be two IPO cycles.
T
t1
+ T
t2
:
(4.5 IPO cycles) 840 C operating times (fixed time)
T
R
:
Total time calculated from the programmed dwell path, the present actual velocity
and the dead time to be compensated in the machine data.
The purpose of the dead time compensation is to ensure that the programmed dwell path is
applied as accurately as possible in spite of existing internal system operating times. The
deadtime to be calculated can be entered via a general machine data, NC MD 330. This MD
value is calculated in relation to the actual velocity when the end of the dwell path is reached.
An input of 5.5 IPO cycles (default setting: Refer to legend for velocity curve) is recommended
to the 840C system.
Note:
Deadtime T
to
cannot be compensated.
12–14
© Siemens AG 1992 All Rights Reserved 6FC5197- AA50
SINUMERIK 840C (IA)
Summary of Contents for SIMODRIVE 611-D
Page 2: ......