


























MDS-E/EH Series Instruction Manual
6 Spindle Adjustment
356
IB-1501229-F
6.1.11 Spindle Cutting Withstand Level Improvement
Conventionally, the spindle rotation speed was slowed down due to heavy cutting that exceeds the spindle output
characteristics, and this caused the alarm (Excessive error 52, Overload command 51) to stop the machining.
This function enables setting of the dropping speed allowable value by parameter. As long as the speed is the set value
or higher, machining can be executed within the output characteristics without being stopped by the alarm.
Even when the parameter setting value is the normal value of 0, the standard value of 85 is applied. This can improve the
efficiency of heavy cutting (feed per revolution).
If excessive speed dropping occurs and the speed exceeds the allowable range, the excessive speed deviation alarm 23
is output to reduce the damage to the machine.
【
#13096
】
SP096 SDW Speed slowdown allowable width
When the spindle slows down due to multiple cutting, set the processable speed as percentage
against the NC command speed.
If the speed reduces below the tolerable range, the alarm 23 (Excessive speed error) will occur.
E.g.] When set to 90 [%]
If S1000 is commanded, the speed reduced by 900r/min (=1000r/min × 90%) is the allowable
lower limit. Thus if the spindle speed reduces to 100r/min or below, the alarm will occur.
When "0" is set, the magnification is the same as when "85" is set. When set to "-1", the allowable
width will be disabled.
---Setting range---
-1,0 to 100(%)
0
0
0
(1)
(2)
(3)
(3)
(2)
(1)
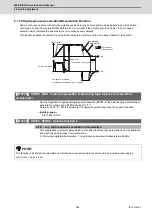
Cutting torque
Feed axis speed
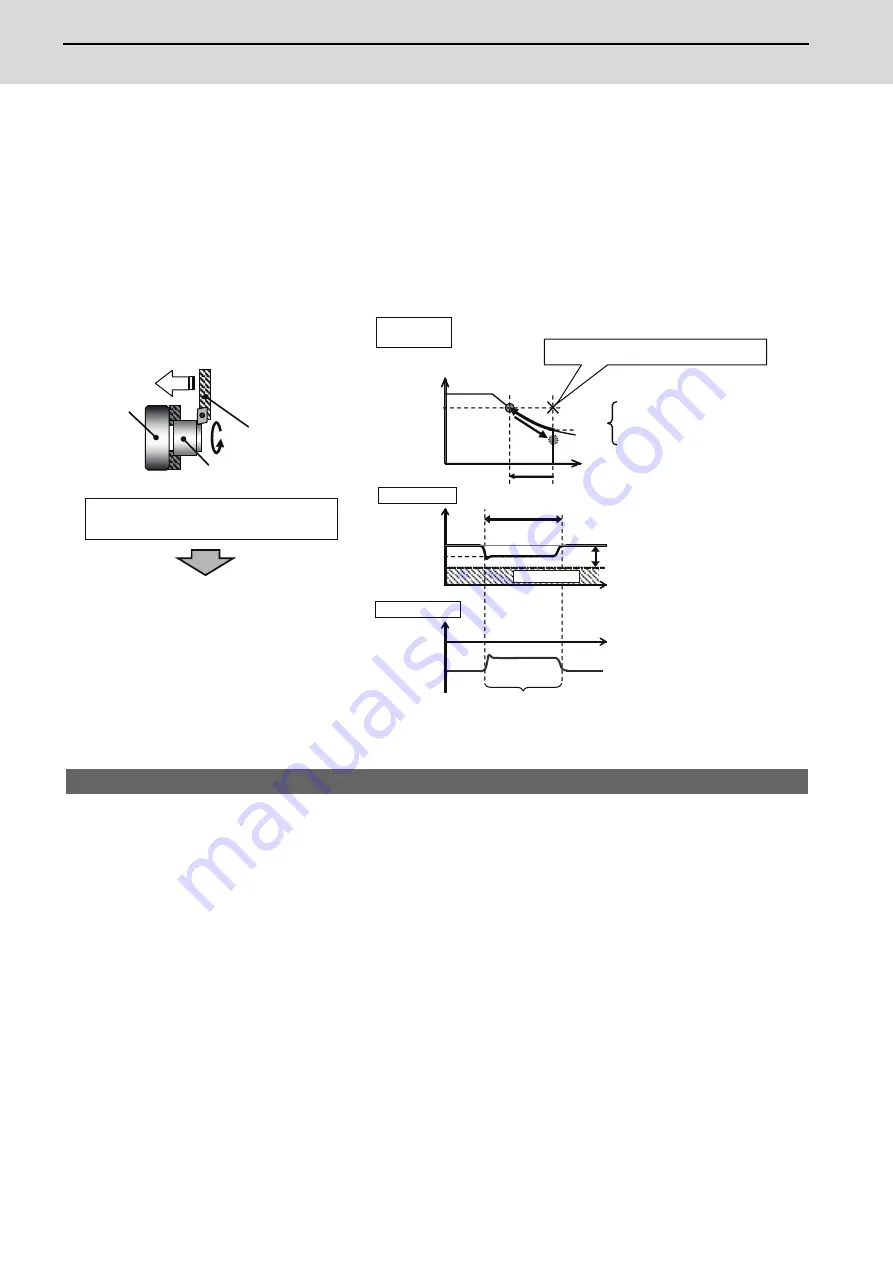
Spindle speed
Torque
characteristics
Torque for the command speed
>
Maximum torque
(1) Heavy cutting start
(2) Machining at a lowered speed
(3) Normal cutting
Time
Time
Command×SP096(
%
)
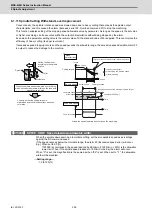
Feed axis speed
Actual speed
Command speed
Speed
Cutting which exceeds the maximum spindle output
Command speed
Actual speed
Max. torque
Torque
Controls so that the cutting torque is
maintained and the finished surface has even
cut marks.
When the spindle speed is lowered by machining
which exceeds the maximum torque, the feed axis
speed is also lowered.
Workpiece
Cutter
Set the feed amount
according to the spindle
rotation
Spindle
Allows the speed lowering and continues the machining
Alarm23 area
Summary of Contents for MDS-E
Page 1: ......
Page 3: ......
Page 15: ......
Page 17: ......
Page 19: ......
Page 21: ......
Page 31: ......
Page 32: ...1 IB 1501229 F 1 Installation ...
Page 76: ...45 IB 1501229 F 2 Wiring and Connection ...
Page 132: ...101 IB 1501229 F 3 Safety Function ...
Page 142: ...111 IB 1501229 F 4 Setup ...
Page 277: ...MDS E EH Series Instruction Manual 4 Setup 246 IB 1501229 F ...
Page 278: ...247 IB 1501229 F 5 Servo Adjustment ...
Page 351: ...MDS E EH Series Instruction Manual 5 Servo Adjustment 320 IB 1501229 F ...
Page 352: ...321 IB 1501229 F 6 Spindle Adjustment ...
Page 404: ...373 IB 1501229 F 7 Troubleshooting ...
Page 455: ...MDS E EH Series Instruction Manual 7 Troubleshooting 424 IB 1501229 F ...
Page 456: ...425 IB 1501229 F 8 Maintenance ...
Page 475: ...MDS E EH Series Instruction Manual 8 Maintenance 444 IB 1501229 F ...
Page 476: ...445 IB 1501229 F 9 Power Backup System ...
Page 494: ...463 IB 1501229 F 10 Appx 1 Cable and Connector Assembly ...
Page 504: ...473 IB 1501229 F 11 Appx 2 D A Output Specifications for Drive Unit ...
Page 514: ...483 IB 1501229 F 12 Appx 3 Protection Function ...
Page 523: ...MDS E EH Series Instruction Manual 12 Appx 3 Protection Function 492 IB 1501229 F ...
Page 524: ...493 IB 1501229 F 13 Appx 4 Compliance to EC Directives ...
Page 528: ...497 IB 1501229 F 14 Appx 5 EMC Installation Guidelines ...
Page 540: ...509 IB 1501229 F 15 Appx 6 Higher Harmonic Suppression Measure Guidelines ...
Page 550: ......
Page 554: ......







































































