





























3.3 Sample Program 2: Positioning Control
3-45
3
3.3 Sample Program 2: Positioning Control
3.3.1 Program Outline
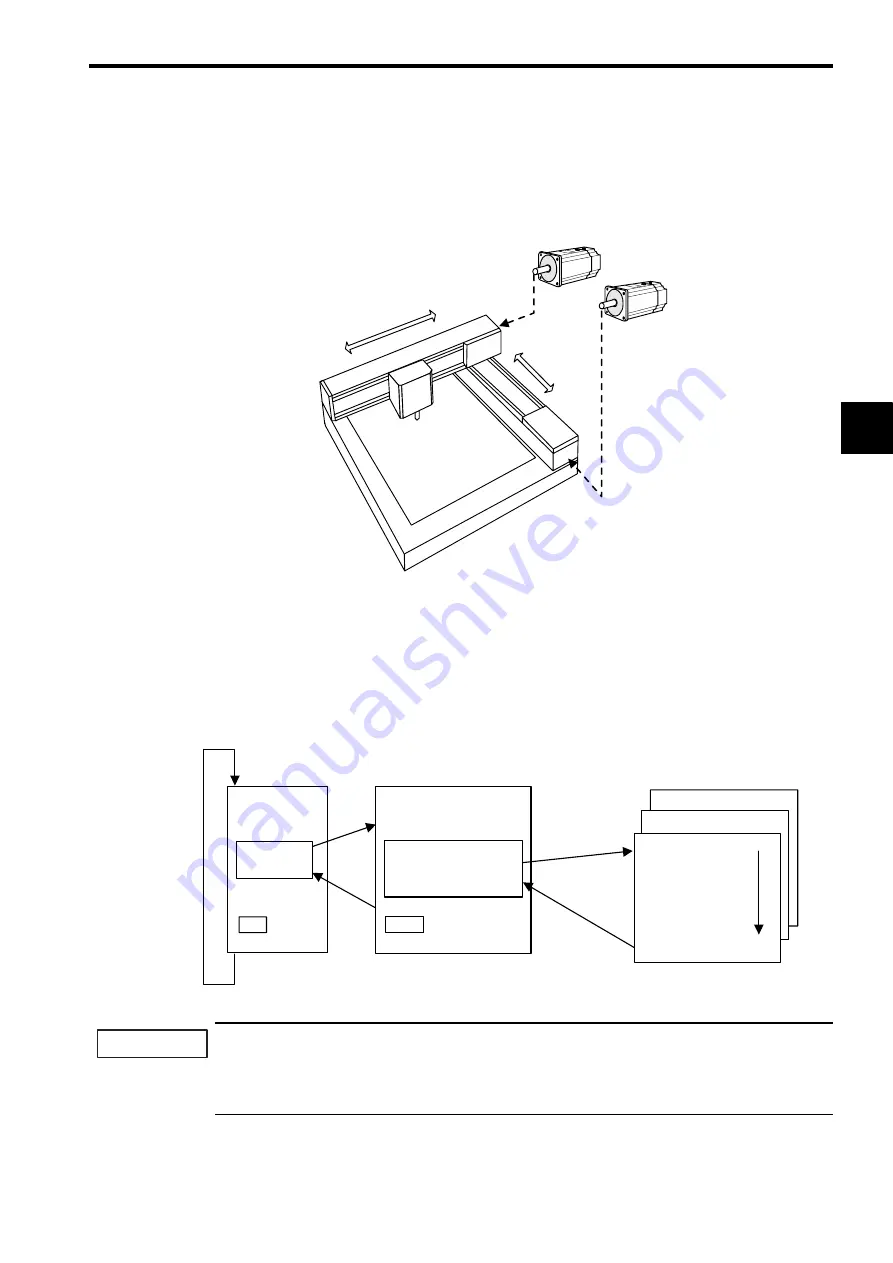
Sample program 2 will use a motion program to operate a hypothetical X-Y plotter, such as the one in the follow-
ing diagram.
• The H04 drawing (ladder program) starts a text-format motion program.
• The motion program executes the commands and operations in the program in order from the beginning.
The following sample motion programs have been prepared.
• Motion program No. 1 (MPM001): Zero point return operation using phase-C pulse
• Motion program No. 2 (MPM002): 2-axis positioning and interpolation
• Motion program No. 3 (MPM003): 2-axis positioning and interpolation
Refer to
3.3.3 Program Details
for details on the sample program.
• This program is solely for the purpose of describing the MP2100 system startup. Care must be taken because
actual applications will differ.
• This system for the program has no power OFF circuit for the SERVOPACK in the event of emergency stops
or overtravel. Include a proper emergency stop circuit in actual applications.
X
Y
X-Y plotter
Servomotor
END
END
MPM002
MPM003
MPM001
0W803C=3;
VEL[X]100[Y]100;
0W80BC=3;
ACC[X]100[Y]100;
・
MSEE
Program No. 001
Data DA00020
Parent Drawing
H Drawing
Child Drawing
Motion programs
Start motion
program.
Text-format
program
High-speed scan
H04 Drawing
SEE
Name H04
IMPORTANT







































































