





























USER MANUAL, RSS-1000-CVSI
7000-5970
Rev.
A
page
69
of
396
SAFETY FEATURES
Z
‐
LIMIT
SAFETY
The Z-Limit Safety is a user-defined feature that will prevent the robot from going below a
designated height. This feature is used to prevent crashing and causing damage to PCBA’s,
soldering cartridges, the robot, and most importantly, the customer. The Z-Limit Safety function will
prevent the user from using any of the motion controls to go beyond this point. The default setting is
for 100mm, or in other words, the full range of travel in the Z-Axis. Values are calculated from the
home position. The home position for the Z-Axis is the location when the end effector is fully
retracted into the head. Therefore, any measurements should be with respect to the home position.
Values set DO NOT correlate to a given height off the board
. Complete the following steps to set
the safety limit.
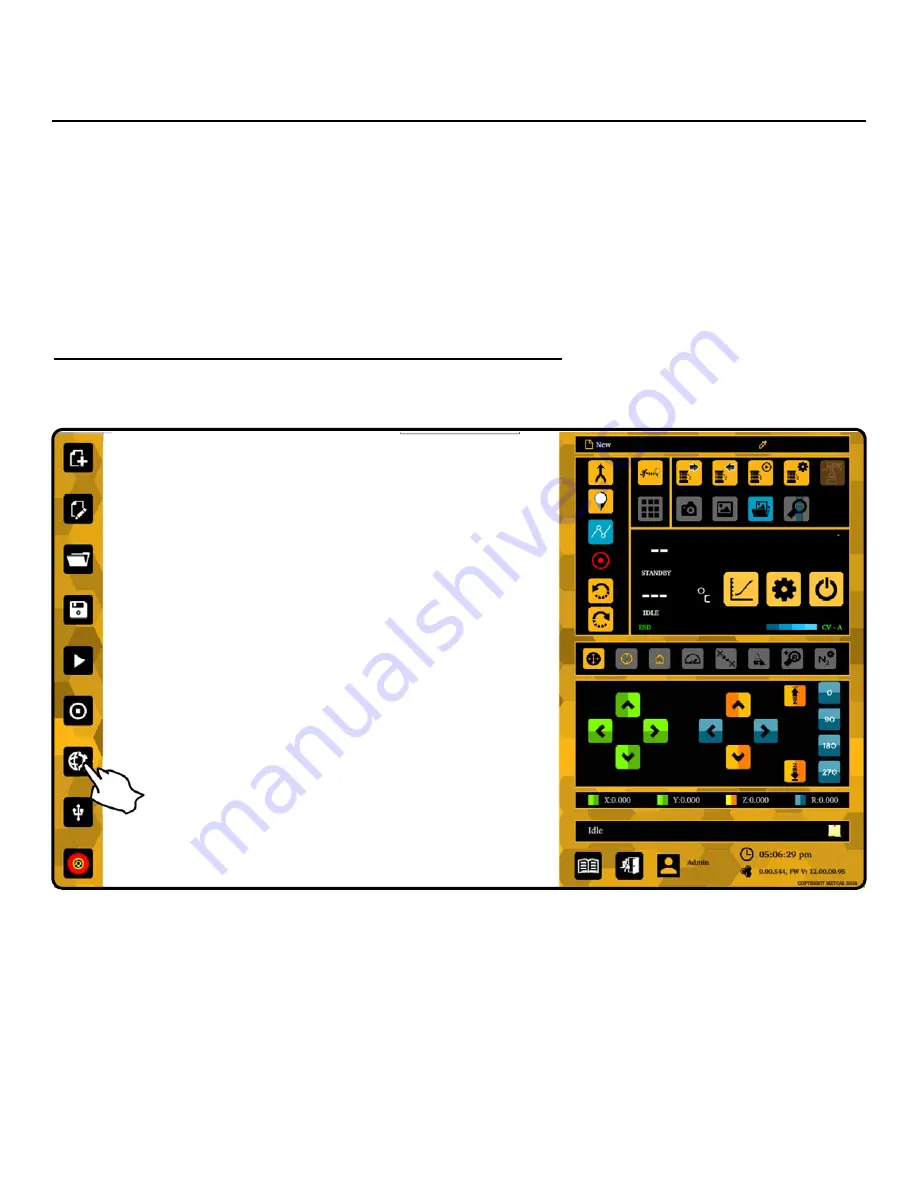
1. Tap the Global Settings button
Summary of Contents for RSS-1000-CVSI
Page 21: ...USER MANUAL RSS 1000 CVSI 7000 5970 Rev A page 21 of 396 ROBOT BASE CONNECTIONS N ...
Page 52: ...USER MANUAL RSS 1000 CVSI 7000 5970 Rev A page 52 of 396 2 Tap the Power Button ...
Page 55: ...USER MANUAL RSS 1000 CVSI 7000 5970 Rev A page 55 of 396 2 Tap the Power Button ...
Page 224: ...USER MANUAL RSS 1000 CVSI 7000 5970 Rev A page 224 of 396 5 5 Spiral 1 2 3 8 9 4 7 6 5 ...





















































