


























ADVANCED SYSTEM OPERATION
Section 9-10
...will give you these results
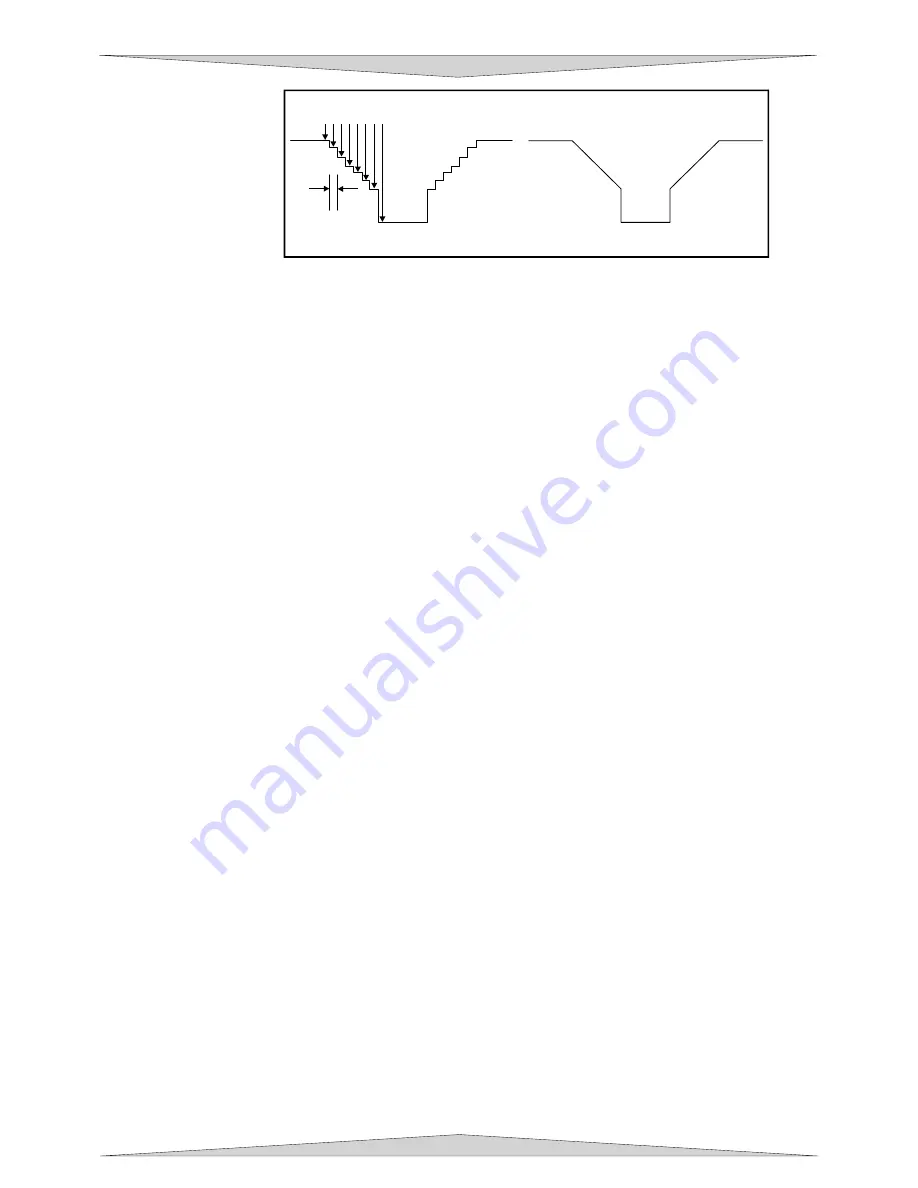
Normal Rubber Stamp Setting
.002”
STEP WIDTH
STEP POWER %
0
8
20
31
39
49
59
10
0
Material
The diagram above is an example of the Normal Rubber Stamp Taper Selection.
You can see that there are 8 steps used to create the shoulder. The surface of the
material is considered the first step and the bottom of the engraving is considered the
last step. You can define as many as 16 steps but the first or the last steps are not
definable because they are fixed at a power setting of 0% and 100% respectively.
You can only define the parameters for the steps in between the first and last steps in
which there are 14 of them. By adjusting the power setting for each step, the width in
(.001) inches for each step, and the number of steps, different shoulder profiles can
be created.
NOTE:
The maximum shoulder width is .056 inches.
Image Density
This setting determines how many raster strokes per vertical inch of travel the motion system
steps down to produce the engraving. It can also be referred to as the vertical lines per inch or fill
spacing. In the Windows XP driver it is termed Image Density and there are 6 Image Density
choices in all models. Higher Image Density (DPI) settings produce better quality raster images,
but reduce productivity by increasing engraving time. Lower Image Density (DPI) settings
produce lower quality raster images, but increase productivity by decreasing engraving time.
Image Density (DPI) settings will also have an effect on vector quality and vector speeds when
vectoring other than straight horizontal or vertical lines. For example, a circle is made up of very
small straight-line segments linked together at very small angles. If you choose a high quality
setting such as 6 (1000 DPI), then these segments are as small as possible and they are high in
quantity. The result is the smoothest looking circle but will take longer to vector engrave or cut
because the focus carriage must start and stop at the ends of each line segment. Since there are
many segments, it will take longer to process, but the quality will be the highest that the machine
can produce. If using a low quality setting such as 1 (DRAFT), these segments become longer,
but there are less of them resulting in more flat-edged looking curves that will process faster.
By running samples on scrap materials and practicing with different settings, you can find a
compromise between throughput and engraving quality.
Print Direction
Your choices are Down or Up. The default direction is Down which begins engraving at the top of
the field and finishes at the bottom. On some materials you may get better results by starting at
the bottom and engraving towards the top of the field (Up). This is because the engraving smoke
is being drawn towards the top of the field. On some materials engraving Down causes the
smoke or debris from the engraving to be deposited onto the previously engraved surface,
possibly damaging the engraved area. Experiment with the different directions using different
materials and choose the best method for your application.
NOTE:
The Up direction is especially useful when engraving rubber stamps and utilizing the Back
Sweep Air Assist option.
Dithering
Dithering settings are used when printing grayscale or color bitmapped images such as TIF, JPG,
and BMP formatted images. Since the laser system is essentially a black and white printer (black
turns the laser ON and white turns the laser OFF), and if you choose the correct settings, the
driver will automatically convert the grayscale or color bitmap into a 1-bit “halftoned” black and
white image. This process is very similar to how newspaper photographs as well as laser printer
Содержание PLS3.60
Страница 8: ......
Страница 20: ...SAFETY Section 1 12 ...
Страница 21: ...Part 1 Initial Setup ...
Страница 22: ......
Страница 30: ...INSTALLATION Section 2 10 ...
Страница 44: ...GRAPHICS SOFTWARE SETUP Section 3 14 ...
Страница 58: ...MAKING A SAMPLE Section 5 4 ...
Страница 59: ...Part 2 Laser System Essentials ...
Страница 60: ......
Страница 70: ...BASIC SYSTEM FEATURES Section 6 12 ...
Страница 76: ...BASIC MAINTENANCE Section 7 6 ...
Страница 77: ...Part 3 Accessories ...
Страница 78: ......
Страница 95: ...Part 4 Advanced User ...
Страница 96: ......
Страница 116: ...ADVANCED SYSTEM OPERATION Section 9 22 ...





















































