





























6.1 C-S Axis Control
6-7
Additional Functions
6.1.10
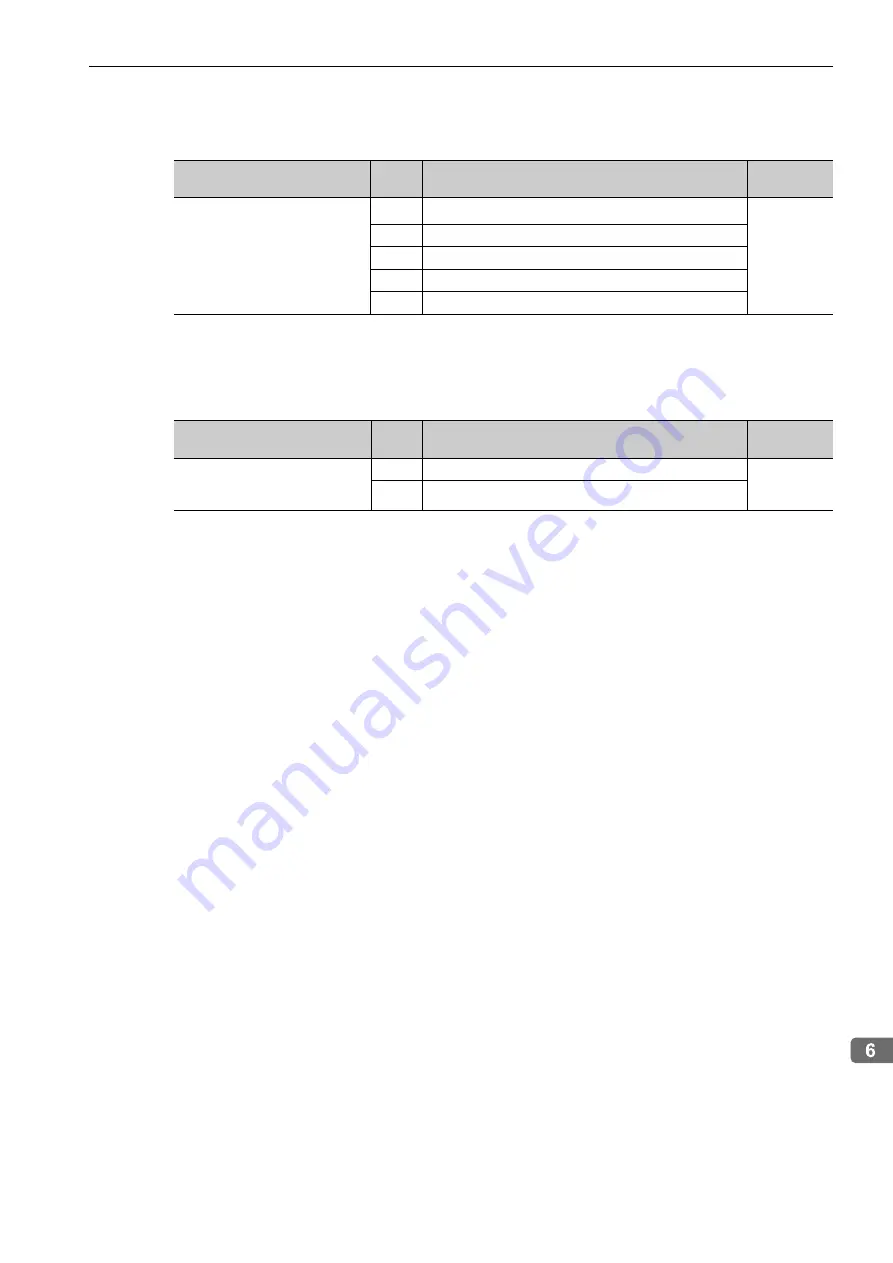
Setting External Encoder Usage (Pn002.3)
∗
Set Pn002.3 to 0 to perform semi-closed position control.
6.1.11
Setting the Fully-closed Control Selection Switch (Pn22A.3)
This parameter selects the speed feedback method for fully-closed loop control.
6.1.12
C Axis Commands
You can perform high-precision C-axis control by setting Pn22A.3 to 1.
When the power supply is turned ON, execute the VELCTRL command for the speed reference in the same
way as for a spindle axis, and then use the INTERPOLATE command for position references. Use a latch
command to perform homing for a C axis.
If this origin is defined where the C axis equals 0, the spindle axis and C axis can both be controlled with this
same origin.
That is, the VELCTRL speed can be specified in pulses/s, and then the ACCR and DECR commands can be
used to achieve the required acceleration or deceleration.
Acceleration and deceleration are controlled from the host controller. The spindle axis can accelerate or decel-
erate at maximum torque.
To perform interpolation control, you must change to Servo Mode (SV_MOD) and select bank 0 in Cutting
Mode for the gain selection.
The INTERPOLATE command can be used in place of the VELCTRL command to establish a position loop.
Parameter No.
Setting
Range
Description
Factory
Setting
External Encoder Usage
Pn002.3
0
Not used
*
(factory setting)
0
1
Use in the standard operating direction.
2
Reserved parameter (Do not set.)
3
Use in the reverse operating direction.
4
Reserved parameter (Do not set.)
Parameter No.
Setting
Range
Description
Factory
Setting
Fully-closed Control Selection
Switch
Pn22A.3
0
Use the Servomotor encoder speed.
0
1
Use the external encoder speed.