





























PART 1: CX-Programmer
OMRON
CHAPTER 4 – Reference
CX-Programmer _Page 105
PLC Operating Mode
The PLC can be set to one of four operating modes: Program, Debug (for CV-series PLCs only), Monitor and
Run.
♦
Program Mode
.
In this mode, the PLC does not execute its program/s. It is used to download
programs/data.
♦
Debug Mode
.
This mode is available on CV-series PLCs and enables basic debugging of user programs.
♦
Monitor Mode
.
This mode allows a running program to be edited and monitored while connected during
development. On-line editing must be performed in this mode.
♦
Run Mode
.
This mode sets the PLC to execute the current program as a live operation. This mode is
generally used for final testing, after a program has been thoroughly tested and debugged. CX-Programmer
cannot write to the PLC while it is in this mode.
Some software operations are possible only in certain modes.
Use the following procedure to change the PLC operating mode.
1, 2, 3…
1. Select the PLC object from the project workspace.
2. Select
the
Work On-line
button from the toolbar. A confirmation message is displayed:
select the
Yes
pushbutton to connect to the PLC.
3. Select
the
Program Mode
button, the
Debug Mode
button, the
Monitor Mode
button or
the
Run Mode
button from the toolbar.
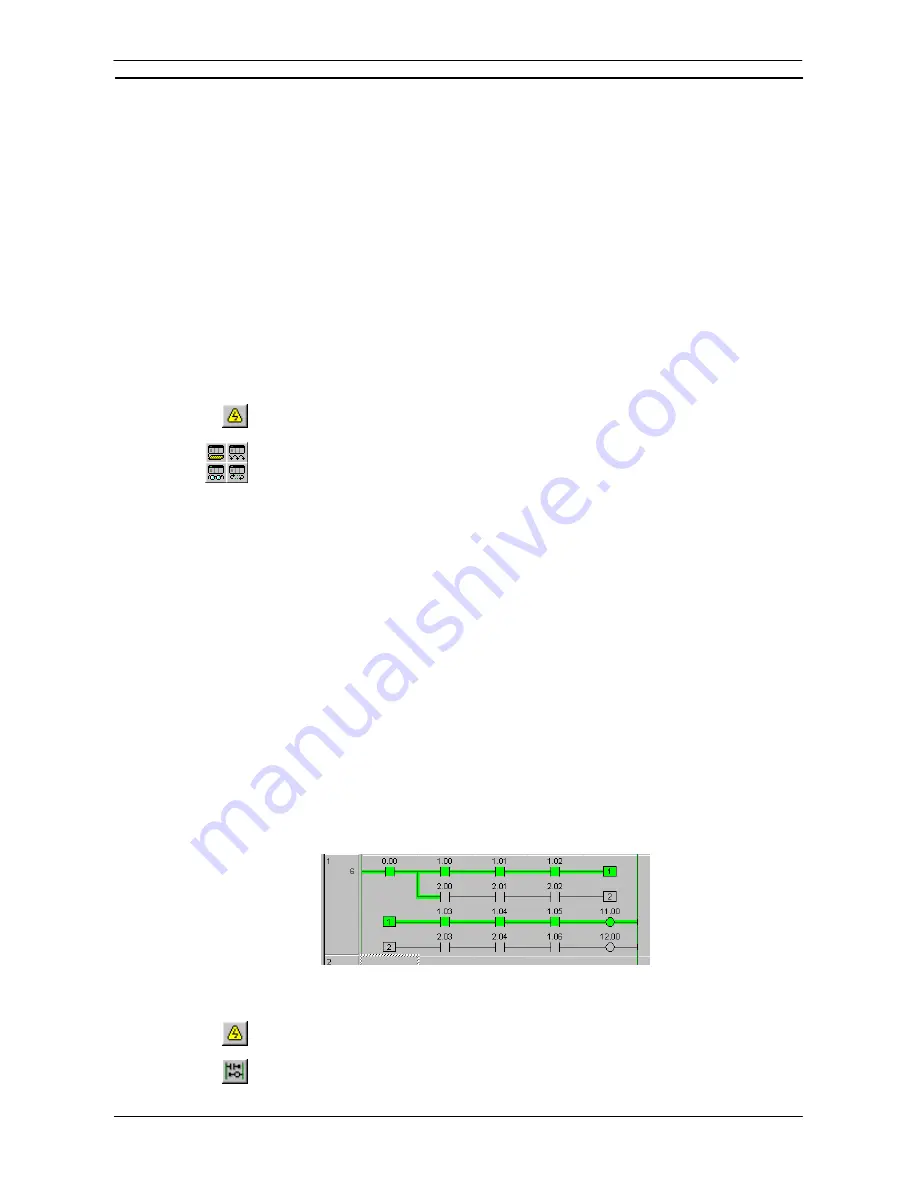
Show in RungWrap
Show in RungWrap allows you to monitor long rungs, which exceeds the right bus-bar, in the length of the
initial position number of the right bus-bar.
This function is used when CX-Programmer is on-line, or in the read-only mode. While online-editing rungs, the
RungWrap will be released and after online-edit is finished, the rungs will be shown as RungWrap again.
CX-Programmer should meet all the following conditions of monitoring rungs in RungWrap.
♦
Show in RungWrap menu is toggled ON.
♦
Show right bus-bar is checked ON (in Options dialog).
♦
The number of Initial position (cells) is set to more than three (do not set Expands to widest rung) in
Options dialog.
♦
The length of rungs in the diagram is exceeding the right bus-bar.
♦
CX-Programmer is online to a PLC or is in read-only mode.
♦
The program is shown as Ladder diagram (not in Mnemonics view or shown as Statement List).
♦
No error is found in the program. (Left bus-bar is not shown in red.)
♦
The program is not online-editing.
Note:
When the right bus-bar is not displayed or the number of initial position of the right bus-bar is less
than two, programs cannot be monitored in RungWrap.
Use the following procedure to show the rungs in RungWrap.
1, 2, 3…
1. Select the PLC object from the project workspace.
2. Select
the
Work On-line
button from the toolbar. A confirmation message is displayed:
select the
Yes
pushbutton to connect to the PLC.
3. Select
the
Show in RungWrap
button from the toolbar. The rungs are cut into the size of
the right bus-bar and arranged to show long rungs in the view.
Summary of Contents for CX-Programmer 9
Page 1: ...Cat No W446 E1 10 CX Programmer Ver 9 SYSMAC WS02 CXPC_ V9 OPERATION MANUAL...
Page 2: ......
Page 3: ...SYSMAC WS02 CXPC V9 CX Programmer Ver 9 Operation Manual Revised December 2009...
Page 4: ......
Page 6: ......
Page 19: ...CX Programmer_Page xvi Unit Versions and Lot Numbers...
Page 30: ......
Page 31: ...PART 1 CX Programmer...
Page 32: ......
Page 100: ......
Page 120: ......
Page 198: ...PART 1 CX Programmer CHAPTER 4 Reference OMRON CX Programmer _Page 118...
Page 224: ...PART 1 CX Programmer Keyboard Shortcuts CX Programmer OMRON CX Programmer _Page 144...
Page 240: ......
Page 241: ...PART 2 CX Server PLC Tools...
Page 242: ......
Page 250: ......
Page 256: ......
Page 268: ...PART 2 CX Server PLC Tools CHAPTER 2 PLC Memory Component OMRON CX Server PLC Tools_Page 18...
Page 286: ......
Page 338: ......
Page 382: ......
Page 414: ......
Page 430: ......
Page 436: ......
Page 437: ...PART 3 CX Server Runtime...
Page 438: ......
Page 482: ......
Page 488: ......
Page 504: ......
Page 530: ......
Page 540: ......
Page 541: ......
Page 542: ......