




























4-15
●
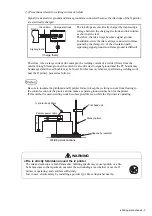
Input/output (I/O) specifications
(Number of vertical dots + character width set value +1) × (Denominator of ink drop use (*1))
Normal
Character width large
4.3.2-3 Method of calculating the conditions which allow product speed
matching
Calculate to find whether the Ink drop use and division factor are the conditions which allow product speed
matching, based on the following.
Print quality improves as the calculation shown below is performed and the Ink drop use becomes smaller.
In addition, when changing Ink drop use, check the print quality.
(1) Set the Character width on the "Print specifications" as below depending on the Ink drop use.
High speed character model : Refer to “4.14 Set the print specifications Table 4.14.2 Setting of character
width” in the Instruction Manual.
Ink drop use
Character width set value
1/1
002
1/2
001
1/3 to 1/16
000
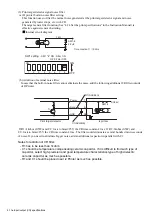
(2) The maximum print scan frequency is found from the following equation by means of the printed character
width and highest conveyor speed. Substitute the value according to the nozzle diameter of the type used at d.
1
60
×
Nozzle diameter
d
65
μ
m
0.33
(3) Next, use (Eq. 3) to check if the maximum print scan frequency found from (Eq. 2) can be matched at IJ
printer set print speed.
>
●
When the result of (Eq. 3) is smaller than the maximum print scan frequency (Eq. 2), product speed
matching is not performed normally and the character width becomes large.
Max. number of print scans [kHz] =
Highest conveyor speed [m/min]×
Number of horizontal dots -1
Print length [mm]-d[mm]
------
(Eq. 2)
Excitation frequency (f)
[kHz] (Eq. 3)
Max. number of print scans [kHz]
●
In addition, when “Product speed matching error” warning is set, a warning is generated.
In this case, (1) lower the conveyor speed, (2) widen the print character width, or (3) set Ink drop use
larger, so that the maximum print scan frequency becomes smaller than the calculated value of (Eq. 3).
(Makes the IJ printer set print speed faster than the highest conveyor speed.)
(4) The excitation frequency (f) in (Eq. 3) depends on the type of ink used. The excitation frequency by
typical nozzle diameter and ink is shown below. For other inks, refer to the handling guidance of each ink.
Nozzle diameter
Type of ink
Excitation frequency (f)
65
μ
m
1067K
68.9kHz
65
μ
m
1069K
68.9kHz
Large
Small
(*1) The value is 3 when the ink drop use
is 1/3.







































































