9 Application Instructions API 150-199
DVP-PLC Application Manual
9-80
7. When the 2-axis synchronous motion instruction is enabled, the start frequency and acceleration/deceleration
time in Y axis will be same as the settings in X axis.
8. The number of output pulses for the 2-axis motion shall not be the values within 1 ~ 59; otherwise the line drawn
will not be straight enough.
9. There is no limitation on the number of times using the instruction. However, assume CH1 or CH2 output is in use,
the 1
st
group X/Y axis will not be able to output. If CH3 or CH4 output is in use, the 2
nd
group X/Y axis will not be
able to output.
Program Example:
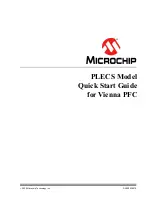
1. Draw a rhombus as the figure below.
(0, 0)
(-2700 0,-27 000)
(0, -5 5000)
(270 00,-27 000)
X
Y
2. Steps:
a) Set the four coordinates (0,0), (-27000, -27000), (0, -55000), (27000, -27000) (as the figure above). Place them in
the 32-bit (D200, D202), (D204, D206), (D208, D210), (D212, D214).
b) Write program codes as follows.
c) PLC RUN. Set M0 as On and start the 2-axis line drawing.
D214
DPPMA
D210
DPPMA
D206
DPPMA
K100000
D202
DPPMA
Y0
= D0 K1
= D0 K2
= D0 K4
K100000
Y0
K100000
Y0
K100000
Y0
M1029
END
M0
K1
D0
D0
M0
M1029
D1336
D1339
3. Motion
explanation:
When PLC RUN and M0 = On, PLC will start the first point-to-point motion by 100KHz. D0 will plus 1 whenever a
point-to-point motion is completed and the second point-to-point motion will start to execute automatically. The
same motion will keep executing until the fourth point-to-point motion is completed.
Содержание DVP-PLC
Страница 1: ...PLC PLC...
Страница 28: ...1 Basic Principles of PLC Ladder Diagram DVP PLC Application Manual 1 24 MEMO...
Страница 192: ...4 Step Ladder Instructions DVP PLC Application Manual 4 22 MEMO...
Страница 250: ...6 Application Instructions API 00 49 DVP PLC Application Manual 6 38 X0 DIV D0 D10 D20 D0 D10 K4Y0 DIV...
Страница 270: ...6 Application Instructions API 00 49 DVP PLC Application Manual 6 58 RST M0 X0 RST T0 RST Y0 FMOV K0 D10 K5...
Страница 337: ...7 Application Instructions API 50 99 DVP PLC APPLICATION MANUAL 7 53 X10 STMR T10 K50 Y0 Y3 X10 Y1 Y2 5 sec 5 sec...
Страница 458: ...8 Application Instructions API 100 149 DVP PLC Application Manual 8 56 or relay itself See 2 3 for more information...
Страница 472: ...8 Application Instructions API 100 149 DVP PLC Application Manual 8 70 MEMO...
Страница 574: ...9 Application Instructions API 150 199 DVP PLC Application Manual 9 102 MEMO...