





























12. Tool Compensation Functions
12.3 Tool Length Compensation in the Tool Axis Direction ; G43.1/G44
169
Detailed description
(1) G43 and G43.1 are all G codes in the same group. Therefore, it is not possible to designate
more than one of these commands simultaneously for compensation. G44 is used to cancel
the G43 and G43.1 commands.
(2) If the G43.1 command is designated when the option for the tool length compensation in the
tool axis direction is not provided, the program error (P930) will occur.
(3) If reference position has not been completed for any of the X, Y, Z, A or B and C axes in the
G43.1 block, the program error (P430) will occur. However, the error does not apply to the
following cases.
- When mechanical axes have been selected:
The error does not apply to the A, B and C axes.
- When "1" has been set for the "#2031 noref" zero point return parameter:
The error does not apply to the axis for which "noref" is set to "1" because it is considered
that the reference position return of the axis has already completed.
Changing the amount of tool length compensation in the tool axis direction
(1) When the following conditions have been met, the handle movement amount is added to the
tool length compensation amount in the tool axis direction by rotating the manual pulse
generator.
●
When the operation mode is MDI, memory or tape operation mode and the state is
"during single block stop", "during feed hold" or "during cutting feed movement".
Note that compensation amount cannot be changed during error or warning.
●
During tool length compensation in the tool axis direction (G43.1).
●
In the tool length compensation amount in the tool axis direction changing mode (YC92/1).
●
In the tool handle feed & interruption mode (YC5E/1).
●
The 3rd axis (tool axis) is selected for the handle selection axis.
(2) The change amount is canceled when the compensation No. is changed.
(Note 1)
The coordinate value in the tool length compensation amount in the tool axis direction
change mode operates in the same manner as that when the manual ABS is ON,
regardless of manual ABS switch (YC28) or base axis specification parameter "#1061
intabs".
(Note 2)
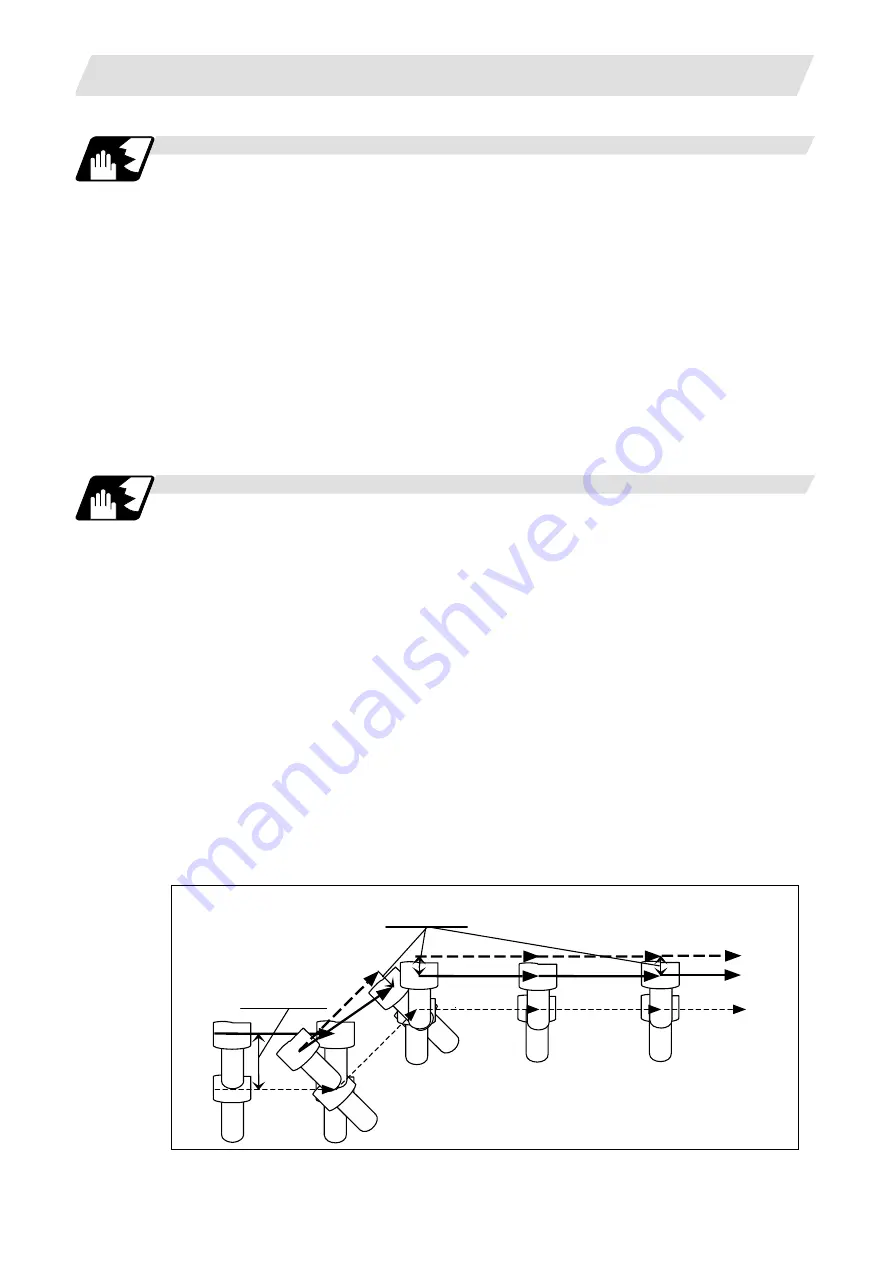
If compensation amount is changed during continuous operation, single block stop, or
feed hold, the compensation amount will be effective immediately in the next block.
(Example)
When changing compensation amount during continuous operation.
Changed
compensation
amount
Compensation amount
before change
Path after
compensation
Program path
Workpiece







































































