





























© MOOG 2010
This document is subject to MOOG INTELLECTUAL AND PROPRIETARY INFORMATION LEGEND . The details are on page II.
44
MRJ04410
expand and take the shape of the mold walls, after which the mold is moved to its cooling position. The
other mold is now open and is moved to the position where it surrounds the parison and the cycle repeats.
The machine and parison program cycle is started by the knife cutting the parison. Program start Delay
time may be used to properly position the programmed parison profile relative to the mold profile to insure
constant wall thickness.
2-2-4.
ACCUMULATOR MACHINES
Accumulator blow molding machines are normally used to make large containers. Plastic is extruded into an
accumulator until the amount required (Shot Size) to make the container is available. When the mold is
positioned to receive the parison the accumulator piston moves, extruding the plastic through the pro-
grammable die gap to form the parison.
A position transducer measures the accumulator piston motion and causes the parison profile to be con-
trolled as a function of the volume of plastic extruded through the die gap. During filling, the transducer also
causes the accumulator to stop filling when Shot Size is achieved.
2-2-5.
PARISON PROGRAMMING BENEFITS
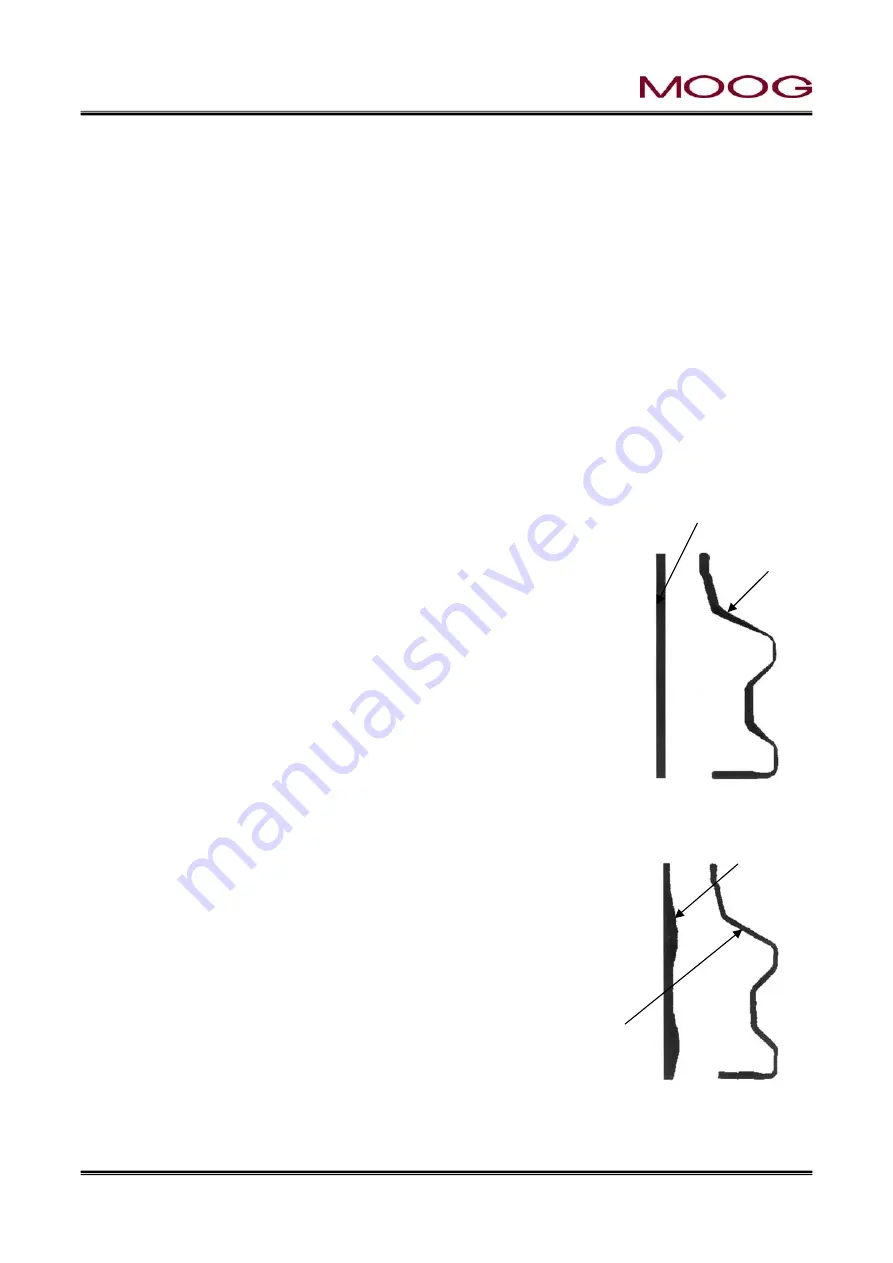
If the die mandrel gap is constant, the extruded parison wall thickness is constant.
When the parison is expanded by air pressure, it is stretched and made thinner.
The resulting container walls contain thick and thin portions depending upon the
amount of parison stretching occurring during the inflation of the container.
When this container is filled with a test fluid and dropped, it is likely to split in the
heavy wall areas upon impact, due to reduced material strength resulting from
uneven cooling stress. The entire container must be made thicker or more uni-
form to provide even cooling and improved strength.
As a result the container walls will be heavier throughout the container, require
a long cooling time, material cost will increase and container production rates
will decrease.
If the parison container thickness can be programmed as it is extruded by
varying the die mandrel gap width, the resulting container will have constant
thickness walls.
Container
Wall Profile
Un-programmed pa-
rison
Container
Wall Profile
Programmed
parison
Figure 2-1 Section of an Un-programmed Parison
and the Resulting Container Walls
Figure 2-2 Section of a Programmed Parison
and the Resulting Container Walls







































































