





























-48-
No. JXC
※
-OMT0002-C
9. Setting Data Entry
In order to move the actuator to a specific position, it is necessary to program the parameters and
step data in the controller using a PC with the controller setting software installed. The data entered
using the controller setting software will be stored in the memory of the controller.
9.1 Profile parameter
The “Profile parameter” is the setting data for the controller specifications.
Note
: “XX” = Become effective just after storing in the controller
“X” = Become effective after restarting the controller
“-“ = The parameter cannot be changed (fixed value)
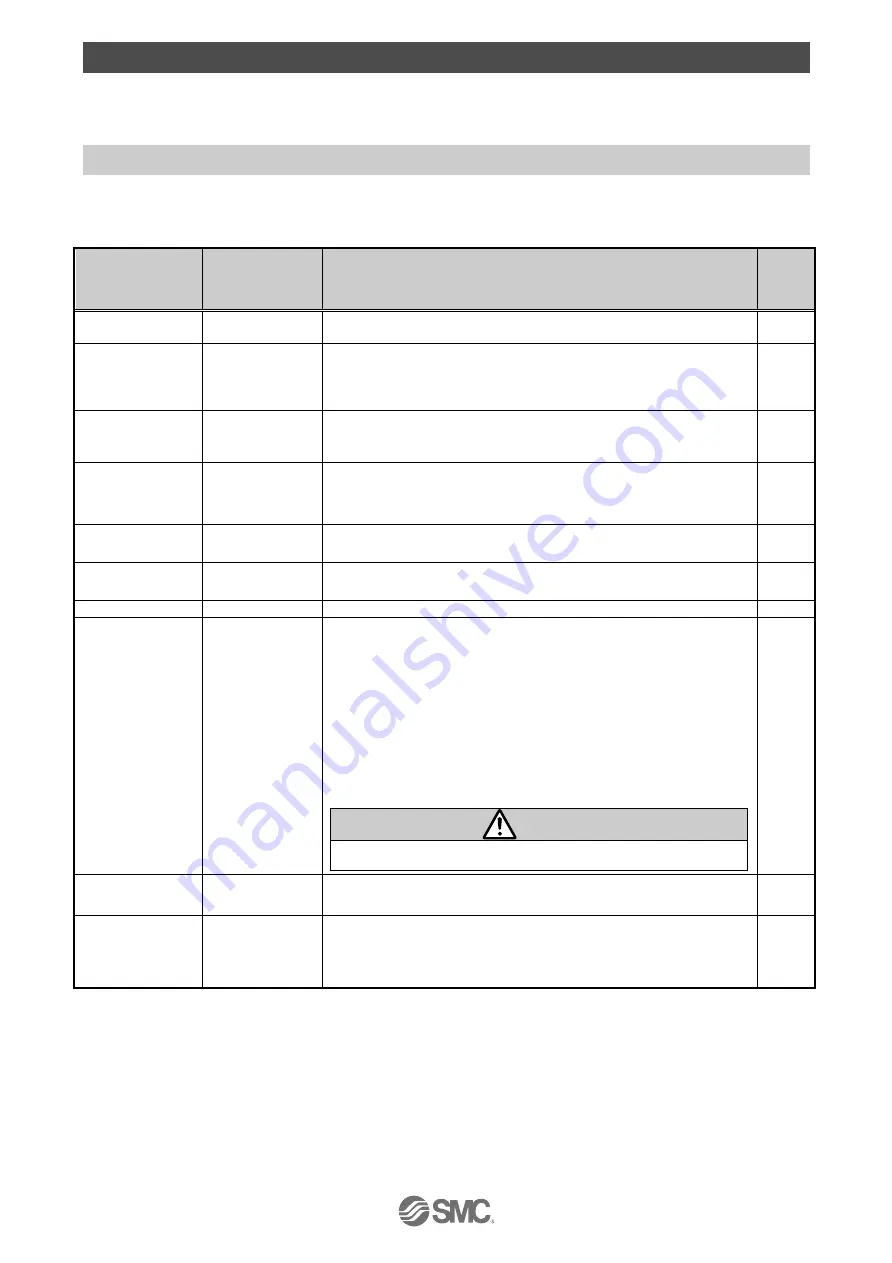
Description
Input range
Explanation
Write
Max step data
Num
512 or 2048
Set the maximum step data number
X
Activated axis
0 or 1
Validity of axes to be set in the controller. "Disabled" axis is ignored
regardless of the connection with the actuator.
0: Disabled
1: Enabled
X
Pushing force
Note1)
The force for the pushing operation. Pushing is performed with this
pushing force when the pushing operation is selected by the step data.
(Setting per step data is not possible.)
X
Trigger level
Note1)
A condition where the INP signal is ON during the pushing operation.
When the actuator generates a force above the trigger level value
during the pushing operation, INP will be turned ON.(Setting per step
data is not possible.)
X
Pushing speed
Note1)
The movement speed for the pushing operation. (Setting per step data
is not possible.)
X
Moving force
Note1)
The setting to define the maximum force during the positioning
operation. (Setting per step data is not possible.)
X
Axis name
Note1)
Define the axis name of the actuator.
X
ORIG order
1 to 4
The order from 1 to 4 is assigned to axes for the return to origin
operation when all axes are to return to origin. The axes return to origin
from 1 according to the order assigned.
Multiple axes are possible to return to origin simultaneously by setting
the same order number.
[Setting example]
(1) Axis 1: 1, Axis 2: 2, Axis 3: 2, Axis 4:3
The order of returning starts from Axis 1, then Axis 2 and 3, and
then Axis 4.
(2) Axis 1: 1, Axis 2: 1, Axis 3: 1, Axis 4:1
Four axes return simultaneously.
Caution
Simultaneous return to origin of 4 axes is not synchronous.
X
Adapter file
version
Fixed value
This is a fixed value for this controller. Do not change the setting.
-
Para protect
1 or 2
Set the range in which parameter and step data are possible to be
changed.
1: Basic par Return to origin par Step data
2: Basic par Return to origin parameter
X
Note1) The range varies depending on the actuator. Refer to the actuator operation manual for more
details.







































































