





























Page
Chapter: 2
Section:
MACHINE AND POWER CONNECTION
6
FAGOR
VNP400
VERSION:
DEG
REF 1
TOOL 02
ABS
MM
X -12.2530 Y 2.5150
Z
0.2150 W 135.9470°
X 120.6530
Y 256.2450
Z - 55.2150
W
20.2220°
RAD
TR+
RAD
RAD
RESET
X
RESET
Y
RESET
Z
RESET
W
ABS/INC
2.5 START-UP
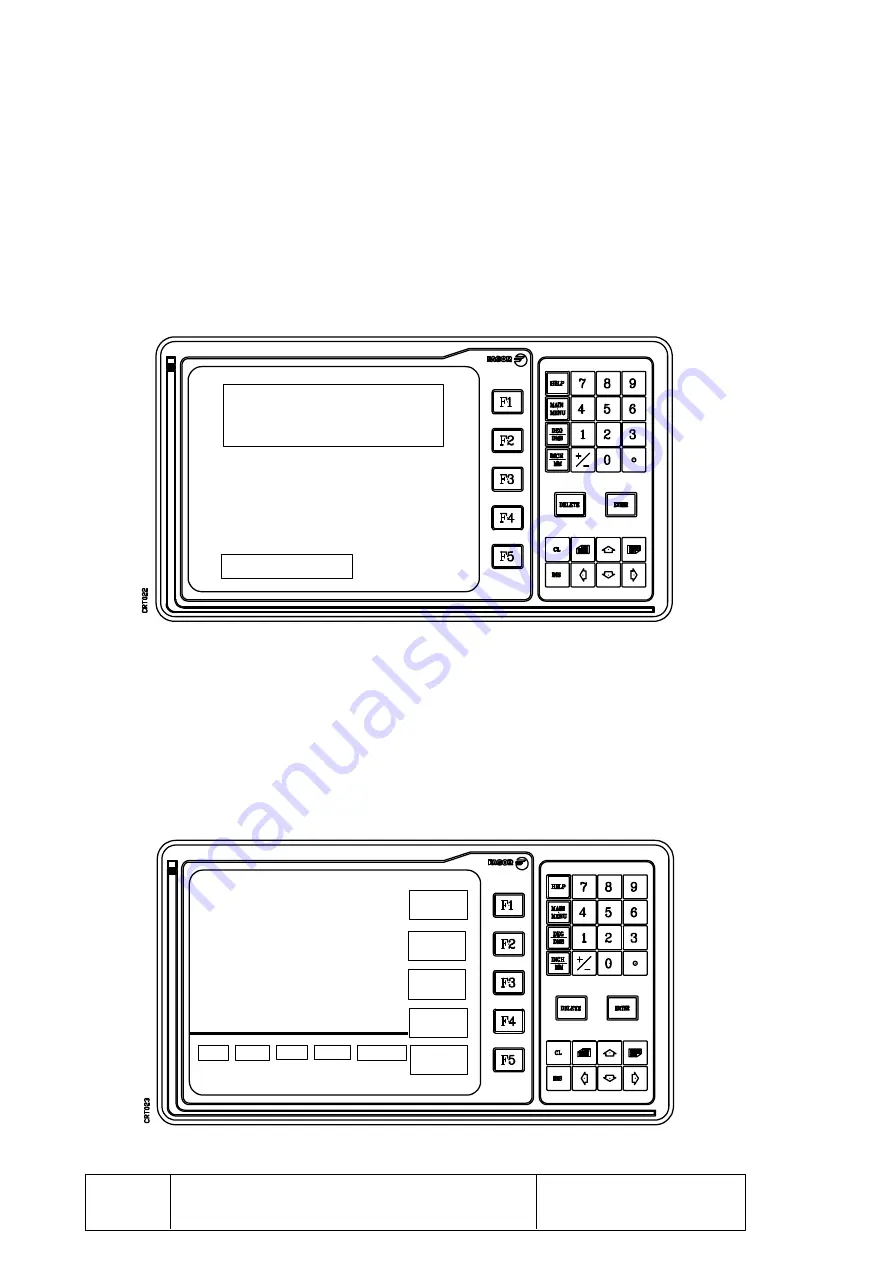
On power-up (done using the ON/OFF switch on the rear panel), the DRO performs an
initial self-test and, depending on the result, the DRO will act the following way:
*
If the self-test is successful, the DRO will display the following screen:
*
If the self-test is not successful, the DRO will display the corresponding error code
next to the field being tested.
Press any key to access the work mode and the DRO will show this screen:
START-UP
RAM TEST O.K.
GENERAL PARAMETERS O.K.
PARAMETERS O.K., AXIS 1
PARAMETERS O.K., AXIS 2
PARAMETERS O.K., AXIS 3
PARAMETERS O.K., AXIS 4
PRESS ANY KEY ......
Summary of Contents for VNP400
Page 1: ...FAGOR VNP400 Ref 9506 in...







































































