Page
29
of
84
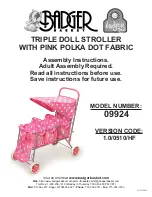
4.2.5.13 AC_TCOMP Angle Control Torque Compensation Stage
The Angle Control Torque Compensation Strategy is used to
compensate for the prevailing torque of the fastener. The prevailing
torque can be averaged over a set angle and the torque will be
adjusted by the average torque measured, allowing its effect to be
removed from the final torque applied to the fastener.
Setup
(See
AC_TA
for Torque, Angle, Speed & Time set
up if
needed)
This strategy will behave the same as Angle Control Torque
Averaging with the additional re-taring of the torque transducer; it
has all the same parameters.
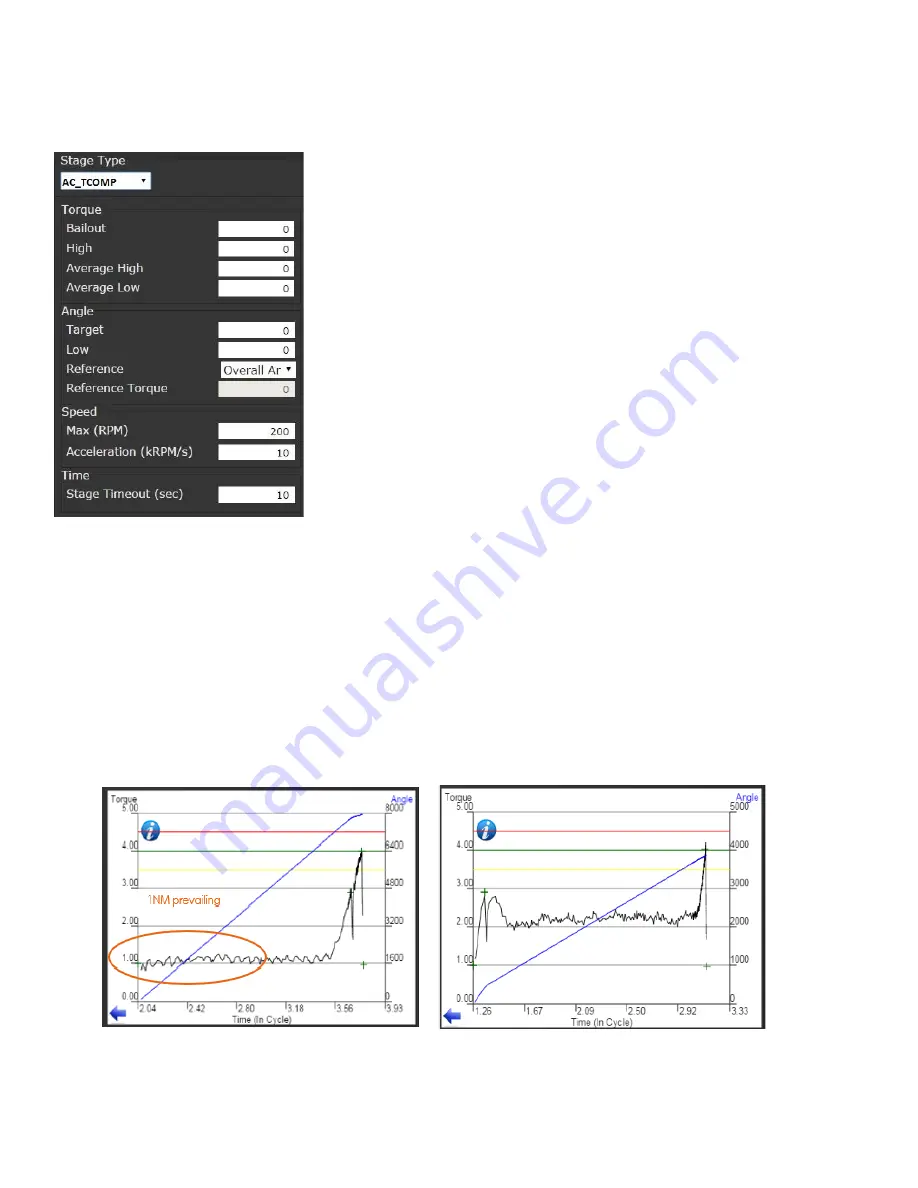
The Problem
In the two following fastening cycles, the final torque is 4Nm. The first fastening has about 1Nm of
prevailing torque during the free run and the second has about 2Nm. In the first fastening, about 3Nm of
torque goes into the final clamping load of the joint. The second fastening only gets about 2Nm of
torque to clamp the part, 33% less than the first.
Removing the Prevailing Torque
The strategy will measure the average prevailing torque over a given angle. At the completion of the
stage the torque transducer will have its tare value adjusted by the average torque. Removing the
prevailing torque readings for the remainder of the fastening cycle.
In the fastening below, the first stage is an Angle Control Torque Compensation strategy followed by a torque
control strategy to 4Nm. This will allow a consistent 4Nm to be applied to the clamp load of the part.