





























Fundamentals, file management
3.1
Fundamentals
3
114
HEIDENHAIN | TNC 620 | ISO Programming User's Manual | 9/2016
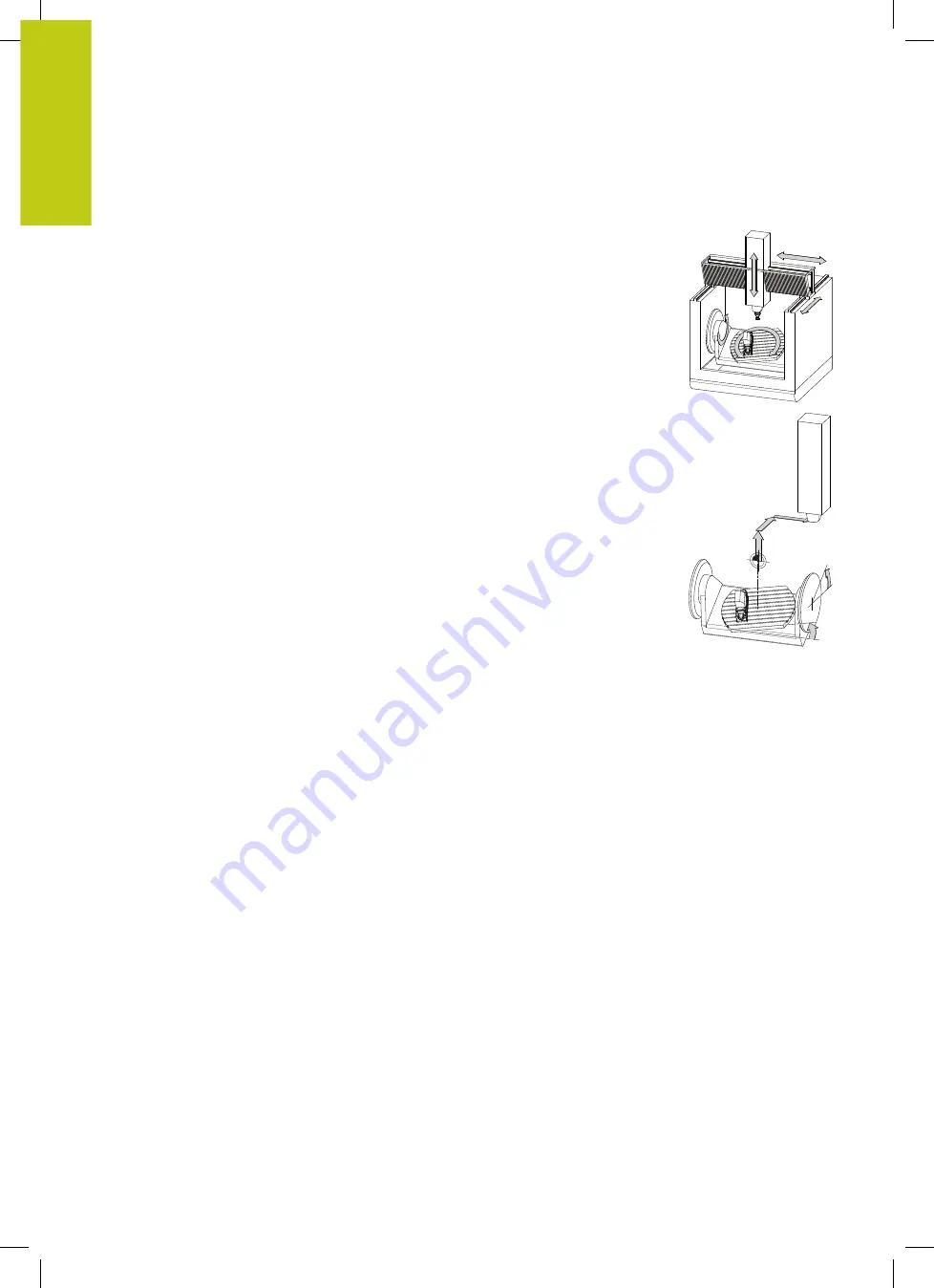
Machine coordinate system M-CS
The machine coordinate system corresponds to the description of
kinematics and therefore to the actual mechanical design of the
machine tool.
Because the mechanics of a machine tool never precisely
correspond to a Cartesian coordinate system, the machine
coordinate system consists of several one-dimensional coordinate
systems. These one-dimensional coordinate systems correspond to
the physical machine axes that are not obligatorily perpendicular to
each other.
The position and orientation of the one-dimensional coordinate
systems are defined with the aid of translations and rotations
based on the spindle tip in the description of kinematics.
The position of the coordinate origin, the so-called machine
datum, is defined by the machine manufacturer during machine
configuration. The values in the machine configuration define the
zero positions of the encoders and the corresponding machine
axes. The machine zero point is not obligatorily located in the
theoretical intersection of the physical axes. It can therefore also be
located outside of the traverse range.
Because the machine configuration values cannot be modified by
the user, the machine coordinate system is used for determining
constant positions, e.g. the tool change point.
MZP
Machine zero point MZP:
M
achine
Z
ero
P
oint
Содержание TNC 620 Programming Station
Страница 1: ...TNC 620 User s Manual ISO programming NC Software 817600 04 817601 04 817605 04 English en 9 2016 ...
Страница 4: ......
Страница 5: ...Fundamentals ...
Страница 28: ...Contents 28 HEIDENHAIN TNC 620 ISO Programming User s Manual 9 2016 ...
Страница 57: ...1 First Steps with the TNC 620 ...
Страница 77: ...2 Introduction ...
Страница 110: ......
Страница 111: ...3 Fundamentals file management ...
Страница 166: ......
Страница 167: ...4 Programming aids ...
Страница 194: ......
Страница 195: ...5 Tools ...
Страница 234: ......
Страница 235: ...6 Programming contours ...
Страница 284: ......
Страница 285: ...7 Data transfer from CAD files ...
Страница 304: ......
Страница 305: ...8 Subprograms and program section repeats ...
Страница 323: ...9 Programming Q parameters ...
Страница 384: ......
Страница 385: ...10 Miscellaneous functions ...
Страница 407: ...11 Special functions ...
Страница 433: ...12 Multiple axis machining ...
Страница 475: ...13 Pallet management ...
Страница 480: ......
Страница 481: ...14 Manual Operation and Setup ...
Страница 549: ...15 Positioning with Manual Data Input ...
Страница 554: ......
Страница 555: ...16 Test Run and Program Run ...
Страница 590: ......
Страница 591: ...17 MOD Functions ...
Страница 622: ......
Страница 623: ...18 Tables and Overviews ...







































































