





























Program run 16.5
16
HEIDENHAIN | TNC 620 | ISO Programming User's Manual | 9/2016
581
Any entry into program: Mid-program startup
Danger of collision!
If you use the
GOTO
key and the number of the NC
block for going into a program, neither the TNC nor
the PLC will execute any functions that ensure a safe
start.
For safe entry, always use the
BLOCK SCAN
function.
The
BLOCK SCAN
function must be enabled and
adapted by the machine manufacturer. Refer to your
machine manual.
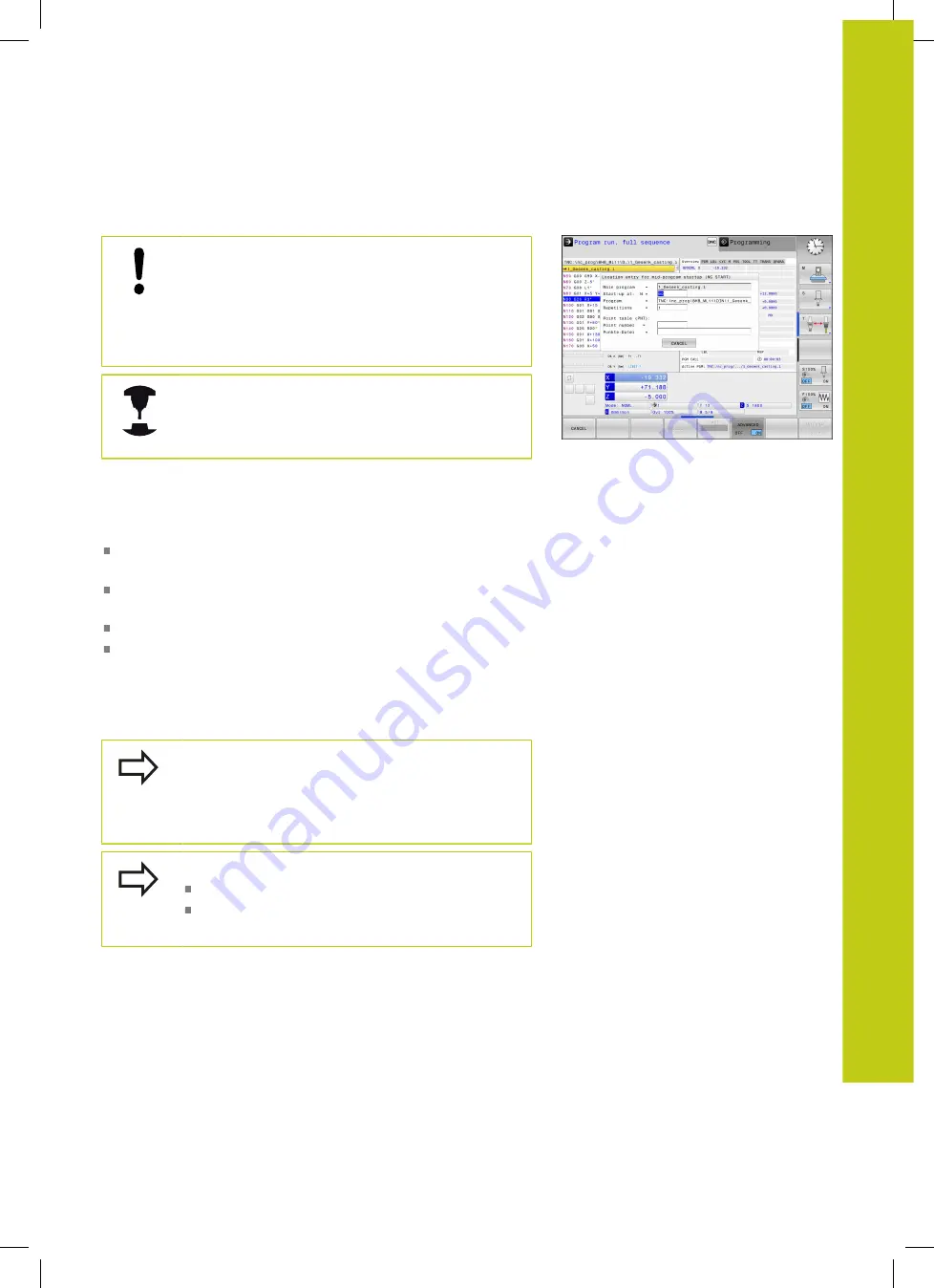
With the
BLOCK SCAN
function you can start an NC program at any
desired NC block. The control factors workpiece machining up to
this NC block into the calculations.
You can run the mid-program startup in the following ways:
Mid-program startup in the main program, with repetitions if
necessary
Multi-level mid-program startup in subprograms and touch probe
cycles
Mid-program startup in a point table
Block scan in pallet programs
At the start of mid-program startup the control resets all data,
as with a selection of the NC program. During the mid-program
startup you can change between
Program run full sequence
and
Program run single block
.
The TNC skips all touch probe cycles in a
midprogramstartup. Result parameters from these
cycles might therefore remain empty. If you wish to
continue working with the results of a touch probe
cycle, use the multi-level mid-program startup.
You must not use mid-program startup if you:
The stretch filter is activated
use the touch probe cycle G55 in the search
phase of the mid-program startup
Содержание TNC 620 Programming Station
Страница 1: ...TNC 620 User s Manual ISO programming NC Software 817600 04 817601 04 817605 04 English en 9 2016 ...
Страница 4: ......
Страница 5: ...Fundamentals ...
Страница 28: ...Contents 28 HEIDENHAIN TNC 620 ISO Programming User s Manual 9 2016 ...
Страница 57: ...1 First Steps with the TNC 620 ...
Страница 77: ...2 Introduction ...
Страница 110: ......
Страница 111: ...3 Fundamentals file management ...
Страница 166: ......
Страница 167: ...4 Programming aids ...
Страница 194: ......
Страница 195: ...5 Tools ...
Страница 234: ......
Страница 235: ...6 Programming contours ...
Страница 284: ......
Страница 285: ...7 Data transfer from CAD files ...
Страница 304: ......
Страница 305: ...8 Subprograms and program section repeats ...
Страница 323: ...9 Programming Q parameters ...
Страница 384: ......
Страница 385: ...10 Miscellaneous functions ...
Страница 407: ...11 Special functions ...
Страница 433: ...12 Multiple axis machining ...
Страница 475: ...13 Pallet management ...
Страница 480: ......
Страница 481: ...14 Manual Operation and Setup ...
Страница 549: ...15 Positioning with Manual Data Input ...
Страница 554: ......
Страница 555: ...16 Test Run and Program Run ...
Страница 590: ......
Страница 591: ...17 MOD Functions ...
Страница 622: ......
Страница 623: ...18 Tables and Overviews ...







































































