





























Fundamentals, file management
3.1
Fundamentals
3
120
HEIDENHAIN | TNC 620 | ISO Programming User's Manual | 9/2016
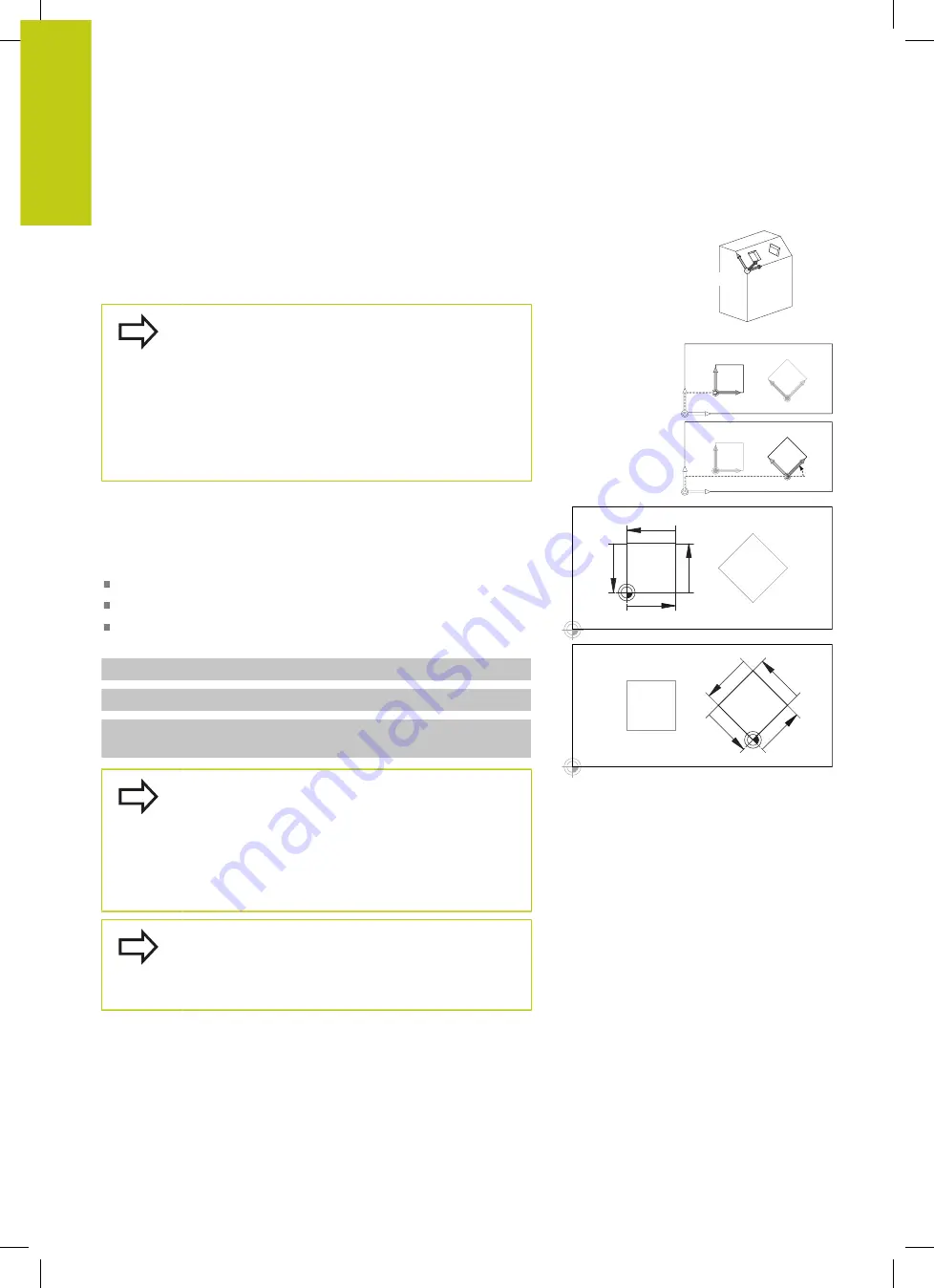
Input coordinate system I-CS
The input coordinate system is a 3-D Cartesian coordinate system.
The position and orientation of the input coordinate system depend
on the active transformations in the working plane coordinate
system.
Without active transformations in the working plane
coordinate system, the position and orientation
of the input coordinate system and working plane
coordinate system are identical.
There are also no transformations in the workpiece
coordinate system on 3-axis machine tools or with
pure 3-axis machining. The
BASE TRANSFORM.
values of the active preset line are directly affective
on the input coordinate system with this assumption.
I-CS
WPL-CS
I-CS
With the aid of positioning blocks in the input coordinate system,
the user defines the position of the tool and therefore the position
of the tool coordinate system.
Positioning blocks in input coordinate system:
Paraxial positioning blocks
Positioning blocks with Cartesian or polar coordinates
Positioning blocks with Cartesian coordinates and surface
normal vectors
7 X+48 R+
7 L X+48 Y+102 Z-1.5 R0
7 LN X+48 Y+102 Z-1.5 NX-0.04658107 NY0.00045007
NZ0.8848844 R0
The position of the tool coordinate system is
determined by the Cartesian coordinates X, Y and
Z also for positioning blocks with surface normal
vectors.
In conjunction with 3-D tool compensation, the
position of the tool coordinate system can be shifted
along the surface normal vectors.
Orientation of the tool coordinate system can be
performed in various reference systems.
"Tool coordinate system T-CS",
X10
X0
Y10
Y0
X10
X0
Y10
Y0
A contour referencing the input coordinate
system origin can be simply transformed
at random.
Содержание TNC 620 Programming Station
Страница 1: ...TNC 620 User s Manual ISO programming NC Software 817600 04 817601 04 817605 04 English en 9 2016 ...
Страница 4: ......
Страница 5: ...Fundamentals ...
Страница 28: ...Contents 28 HEIDENHAIN TNC 620 ISO Programming User s Manual 9 2016 ...
Страница 57: ...1 First Steps with the TNC 620 ...
Страница 77: ...2 Introduction ...
Страница 110: ......
Страница 111: ...3 Fundamentals file management ...
Страница 166: ......
Страница 167: ...4 Programming aids ...
Страница 194: ......
Страница 195: ...5 Tools ...
Страница 234: ......
Страница 235: ...6 Programming contours ...
Страница 284: ......
Страница 285: ...7 Data transfer from CAD files ...
Страница 304: ......
Страница 305: ...8 Subprograms and program section repeats ...
Страница 323: ...9 Programming Q parameters ...
Страница 384: ......
Страница 385: ...10 Miscellaneous functions ...
Страница 407: ...11 Special functions ...
Страница 433: ...12 Multiple axis machining ...
Страница 475: ...13 Pallet management ...
Страница 480: ......
Страница 481: ...14 Manual Operation and Setup ...
Страница 549: ...15 Positioning with Manual Data Input ...
Страница 554: ......
Страница 555: ...16 Test Run and Program Run ...
Страница 590: ......
Страница 591: ...17 MOD Functions ...
Страница 622: ......
Страница 623: ...18 Tables and Overviews ...







































































