





























Programming and Operating Manual (Milling)
6FC5398-4DP10-0BA1, 01/2014
169
Function
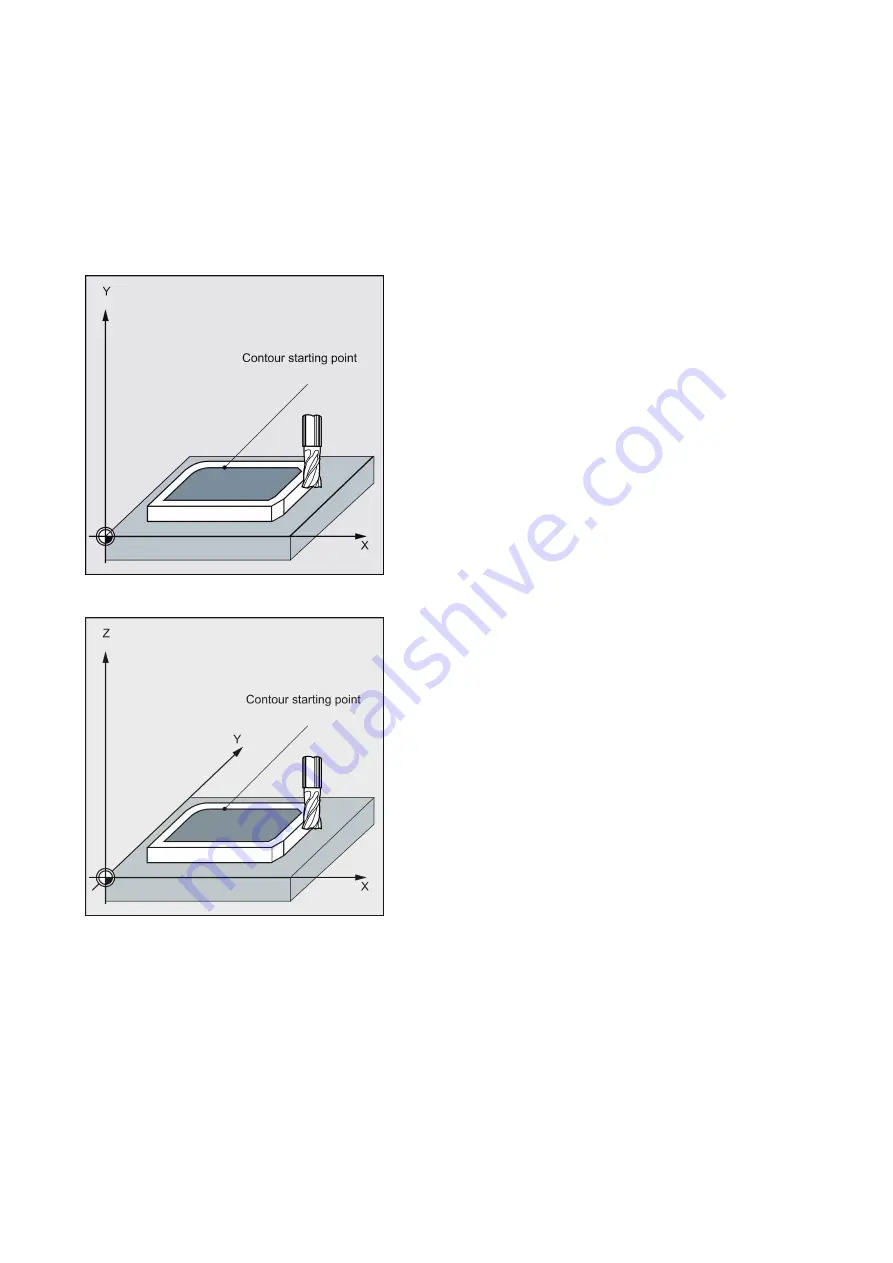
Use CYCLE72 to mill along any contour defined in a subroutine. The cycle operates with or without cutter radius
compensation.
It is not imperative that the contour is closed. Internal or external machining is defined via the position of the cutter radius
compensation (centrally, left or right to the contour).
The contour must be programmed in the direction as it is to be milled and must consist of a minimum of two contour blocks
(start and end point), since the contour subroutine is called directly internally in the cycle.
See the following illustration for path milling 1:
See the following illustration for path milling 2:
Functions of the cycle
●
Selection of roughing (single-pass traversing parallel to contour, taking into account a finishing allowance, if necessary at
several depths until the finishing allowance is reached) and finishing (single-pass traversing along the final contour if
necessary at several depths)
●
Smooth approach to and retraction from the contour either tangentially or radially (quadrant or semi-circle)
●
Programmable depth infeeds
●
Intermediate motions either at rapid traverse rate or at feedrate







































































