Programming and Operating Manual (Milling)
166
6FC5398-4DP10-0BA1, 01/2014
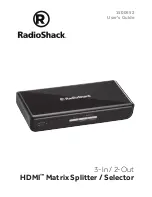
_FALD (finishing allowance)
When roughing, a finishing allowance in the depth is taken into account which is programmed under this parameter.
The residual material remained as the finishing allowance must always be specified for finishing to ensure that the tool can
be retracted and then fed to the starting point of the next cut without collision.
If > 0, the parameter is ignored for finishing.
_VARI (machining type)
Use the parameter _VARI to define the machining type.
Possible values are:
●
Units digit:
1=roughing to finishing allowance
2=finishing
●
Tens digit:
1=parallel to the first axis of the plane; unidirectional
2=parallel to the second axis of the plane; unidirectional
3=parallel to the first axis of the plane; with alternating direction
4=parallel to the second axis of the plane; with alternating direction
If a different value is programmed for the parameter _VARI, the cycle is aborted after output of alarm 61002 "Machining type
defined incorrectly".
Note
A tool compensation must be programmed before the cycle is called. Otherwise, the cycle is aborted and alarm 61000 "No
tool compensation active" is output.
Programming example: Face milling
Parameters for the cycle call:
Parameter
Description
Value
_RTP
Retraction plane
10 mm
_RFP
Reference plane
0 mm
_SDIS
Safety clearance
2 mm
_DP
Milling depth
-11 mm
_PA
Starting point of the rectangle
X = 100 mm
_PO
Starting point of the rectangle
Y = 100 mm
_LENG
Rectangle dimensions
X = +60 mm