12
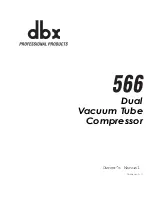
Wedge shape
NICHT
„
L“-Schlüssel verwenden
DO NOT use the "L" shaped hex key.
For added rigidity, especially under heavier cutting conditions, it is always
recommended that the support pin be utilized after adjusting the cutter head
direction to the desired position; the support pin acts as a wedge, locking
the adapter case, thus improving the rigidity. After tightening (2) side locking
screws, insert the support pin halves while being sure each of the grooved
flats are facing into the body case. For easier alignment, it may be helpful to
scribe a line on the outer ends of the support pin halves. The scribed line must
be parallel to the flats on the pins. Next tighten the support pin screw, using
only the accessory "T" shape hex key. If the tightening torque is exceeded by
using the "L" shape hex key or other improper tool, extensive internal damage
may occur which can affect the accuracy of the unit.
If the support pin is used, it will be necessary to loosen and remove it before
the cutter head direction can be changed.
Loosen the support pin screw and tap the screw head, pushing out one part of
the support pin; then insert the adjusting rod into the opposite side of the hole
and remove the other part of the support pin by tapping the rod.
If the support pin is overtightened, incorrect operation of the locating pin
will occur leading to problems in cutting and ATC operation.
Verstellstange
Adjusting rod
Ensure to loosen (2) side locking screws on
the body case before removing the support pin.
Vor Entfernung des Führungsstiftes die seitlichen
Klemmschrauben (2) im Gehäuse lösen.
Für zusätzliche Stabilität, besonders unter intensiveren
Schneidebedingungen, wird empfohlen, dass der Führungsstift nach der
Einstellung der Schneidkopfausrichtung in der gewünschten Position
verwendet wird. Der Führungsstift dient als Keil, verspannt das
Adaptergehäuse und trägt somit zu mehr Stabilität bei. Nach dem
Festziehen der seitlichen Klemmschrauben (2), führen Sie den
Führungsstift ein und stellen Sie sicher, dass die Flächen parallel zum
Gehäuse sind. Für eine leichtere Ausrichtung könnte es hilfreich sein,
eine Markierung am Ende des Führungsstiftes anzubringen. Diese Linie
muss parallel zu der flachen Seite der Führungsstifte liegen. Danach
ziehen Sie die Klemmschrauben an indem Sie nur den „T“-Schlüssel
gebrauchen. Falls das Anzugsmoment durch den „L“-Schlüssel oder
andere unsachgemässe Werkzeuge überschritten wird, kann
erheblicher Schaden auftreten, der die Genauigkeit der Anlage
beeinträchtigt.
Falls der Führungsstift benutzt wird, muss er gelöst und entfernt
werden, bevor die Schneidkopfausrichtung geändert werden kann.
Die Trägerstiftschraube lösen und auf den Schraubenkopf klopfen,
so dass ein Teil des Trägerstifts rausgeschoben wird; dann den
Justierstab in die gegenüberliegende Seite des Loches einführen
und den anderen Teil des Führungsstift durch Klopfen entfernen.
CAUTION
ACHTUNG
Führungsstift vorsichtig anziehen. Die unsachgemässe
Handhabung beim Positionierungsstift kann Störungen beim
Werkzeugwechsel ATC verursachen.
Body case
Gehäuse
Support pin
Führungsstift
Keilform
Support pin
Führungsstift
Support pin
Trägerstift
Body case
Gehäuse
Body case
Gehäuse
Содержание HSK-A100
Страница 28: ...No 0716 JAPAN EXPORT DEPARTMENT...