





























Fig. 9-34:
Setting the mechanic axis positions
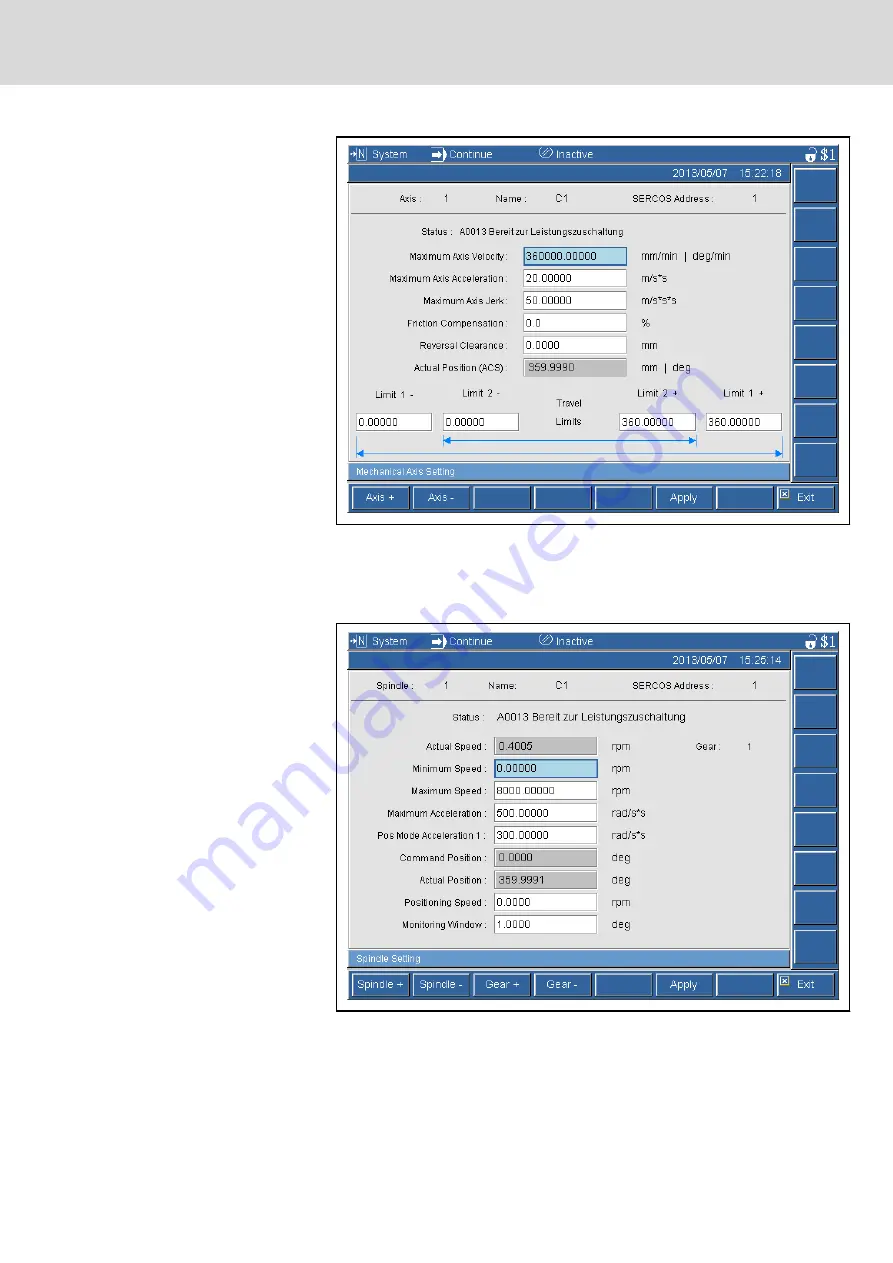
9.6.3
Screen to set spindle data
This screen displays some important parameters of available spindles. The
data in the white box is editable and the data in the gray box is not editable.
Fig. 9-35:
Setting spindle data
9.6.4
Screen to set the reference position
The reference position can be read and set in this screen.
DOK-MTXMIC-EASY*******-CO06-EN-P
Bosch Rexroth AG
129/177
IndraMotion MTX micro Easy Setup for Standard Turning and Milling Machines
Commissioning the drives







































































