















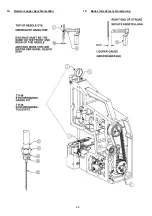







MONTAGE DER HAUPTWELLE, NADELANTRIEB UND
TRANSPORTEUR
1.
Schieben Sie die Nadelstangenverbindungswelle
10022G mit der Fläche in Richtung Handrad von hin-
ten in die Nadelfadenkontrollbuchse 10044D. Fädeln
Sie gleichzeitig das Antriebsstück 10016A mit dem
vormontierten kompletten Lager 29126FP auf die
Welle auf. Drücken Sie den Bund der Welle und das
Antriebsstück gegen die Buchse und ziehen Sie die
Kugelschraube mit einem Innensechskantschlüssel 5
mm mit 5 Nm an. Prüfen Sie die axiale Dichtstellung.
Schieben Sie den Docht CL21 in die Bohrung der
Welle 10022G und in die Gehäusebohrung daneben.
Montieren Sie den mit Dichtfett gefetteten Dichtring
660-705 und den Verschlußstopfen 670G224 und si-
chern Sie denselben mit dem Gewindestift
SS8150510TP im Gehäuse.
2. Schieben Sie die Hauptwelle 10022F durch den Öl-
pumpen-Zahnriemen 10042H.
Schieben Sie die Nabe 10042D mit dem vormontier-
ten Lager 660-1005 auf die Hauptwelle. Ziehen Sie
die Spitzschraube SS8661212TP des Zahnriemenra-
des im Spitzloch der Hauptwelle sowie die drei Druck-
schrauben SS8660612TP mit 4,5 Nm an.
Schieben Sie den Stellring 10033J mit dem vormon-
tierten Kugellager 660-1056 auf die Hauptwelle hin
zum Sicherungsring 660-1029. Schieben Sie das
komplette Lager 29126FP auf den Nadelfadenhe-
belantriebsexzenter 10040B .
Schieben Sie den Nadelfadenhebelantriebsexzenter
10040B mit dem vormontierten kompletten Lager
29126FP auf die Hauptwelle.
3. Montieren Sie den Flansch 10042F (K) mit der Fläche
nach vorne gegen das Lager 660-1055. Ziehen Sie
die drei Schrauben SS4151215SP mit 3 Nm an.
4. Stellen Sie das auf den Stellring 10033J montierte
Lager 660-1056 gegen den Sicherungsring und zie-
hen Sie die Schrauben SS8660612TP an. Stellen Sie
gleichzeitig die Nabe 10022D mit dem angebauten
Lager 660-1055 gegen den Flansch 10042F (K). Ver-
wenden Sie einen Innensechskantschlüssel 3 mm
und ziehen Sie die Schrauben mit 4,5 Nm fest. Stel-
len Sie sicher, daß alle Schrauben in den Naben
gleichmäßig angezogen sind.
5. Schieben Sie die Nabe 10021D mit dem eingebauten
O-Ring 660-2012 auf die Hauptwelle. Stellen Sie die
Nabe gegen das Lager 660-1055 dicht und schrau-
ben Sie den ersten Gewindestift 22894AV in Dreh-
richtung auf die Fläche und auch den weiteren ein.
Ziehen Sie beide mit 10 Nm an. Verwenden Sie einen
5 mm Innensechskantschlüssel.
6. Montieren Sie das Zahnriemenrad 10021E mit den 3
Schrauben auf die Nabe 10021D. Ziehen Sie die drei
Schrauben mit 10 Nm fest.
7. Befestigen Sie das Gegengewicht 10091 auf der
Hauptwelle. Drehen Sie die Gewindestifte so weit ein,
daß sich das Gegengewicht gerade noch auf der
Welle verschieben läßt. Montieren Sie die Nadelstan-
genverbindung 10016 an die obere Seite der Verbin-
dungsstange 10045N und durch den Kulissenstein
10038A und den Stellring 10033H. Die bearbeitete
Seite der Verbindungsstange zeigt hin zum Kulissen-
stein.
ASSEMBLY OF MAIN SHAFT, NEEDLE DRIVE AND FEED
DOG
1. Install 10022G Needle Bar Connection Shaft from the rear
through 10044D Needle Thread Control Bushing. Face
flat of 10022G Needle Bar Connection Shaft towards the
hand wheel. Position 10016A Connection for 10022G
Shaft with preassembled 29126FP Complete Bearing as
the shaft is pushed through 10016A Connection. Thrust
shoulder of 10022G Shaft and 10016A Connection
against the bushing and lock 10088A Ball Screw to shaft
with 43 in. lbs. (5 Nm). Use 5 mm Allen wrench. Check for
no binds. Add CL21 Wick to back end of 10022G Shaft
and into hole in housing close by. Push on greased 660-
705 O-Ring and 670G224 Plug. Lock plug with
SS8150510TP Screw in housing.
2. Install 10022F Main Shaft into housing with a 10042H Oil
Drive Pump Belt.
Install 10042D Sprocket with 660-1055 Bearing attached
onto main shaft. Locate SS8661212TP Spot Screw in
spot hole on main shaft. Tighten SS8661212TP Spot
Screw and the remaining (3) SS8660612TP Set Screws
to 40 in. lbs. (4.5 Nm).
Slide 10033J Bearing Collar with 660-1056 Ball Bearing
attached onto main shaft before 660-1029 Retaining Ring.
Slide 29126FP Complete Bearing over 10040B Needle
Thread Lever Drive Eccentric.
Slide 10040B Needle Thread Lever Eccentric with
29126FP Complete Bearing attached onto main shaft.
3. Position 10042F (K) Flange with flat in front over main
shaft against 660-1055 Bearing. Lock with (3)
SS4151215SP Screws and torque to 26 in. lbs. (3 Nm).
4.
Thrust 660-1056 Bearing on 10033J Bearing Collar
against retaining ring and lock the SS8660612TP Screws.
At the same time thrust 10022D with 660-1055 Ball Bear-
ing attached against 10042F (K) Flange. Use 3 mm Allen
wrench and torque screws to 40 in. lbs. (4.5 Nm). Make
sure screws align in each flange.
5. Install 10021D Hub with built in 660-2012 O-Ring on
main shaft. Thrust hub against 660-1055 Bearing and
torque 22894AV first Screw in operating direction on flat
and remaining 22894AV Screw to 97 in. lbs. (10 Nm).
Use a 5 mm Allen wrench.
6. Install 10021E Belt Pulley on 10021D Hub. Torque in
place with (3) SS9151120CP Screws to 80 in. lbs. (10
Nm).
7. Position 10091 Needle Drive Counter Weight on main
shaft. Do not lock 22894AV Screw at this time. Snug
screw on main shaft, then back off 1/4 turn. Assemble
10016 Needle Bar Connection to the top portion of
10045N Connecting Rod and through 10038A Slide
Block and 10033H Collar. Machined side of connecting
rod faces to the slide block.
39
ASSEMBLY – UPPER UNIT
MONTAGE – OBERTEIL
Summary of Contents for BC100
Page 15: ...13...
Page 25: ...23...
Page 44: ...42 19 Needle Looper Synchronisation 19 Nadel Greifersynchronisierung...
Page 49: ...47 NOTES NOTIZEN...
Page 50: ......







































































