












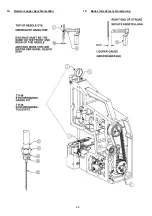







18. Assemble 10038 Slide Block onto shaft of 10095C
Eccentric Bolt then mount into fork of 10034B Feed
Bar. Assemble 10033G Clamp Block on shaft of ec-
centric bolt. Lock clamp block after slip fit is obtained
with 10034B Feed Bar.
19. Assemble 10034A Feed Rocker of 29126FR Feed
Drive Assembly to 10022B Feed Bar Drive Shaft and
position 10047A Drive Pin in center fork of 10043B
Feed Bar with the flat of the main body to the rear
and 10095C Eccentric Bolt in its housing bushing at
the same time. When positioning the feed drive as-
sembly in place make sure 660-1027 O-Ring does
not shear as it moves into the bushing hole of end
cover casing.
20. Assemble 10034 Drive Bar with the preassembled
sealing bellow, sealing washer and sealing frame
through the feed bar top hole through 10047A Drive
Pin and feed bar bottom hole. Snug 22894AV Screw
on 10034A Feed Rocker to 10022B Feed Bar Drive
Shaft and SS8660612TP Screw on 10047A Drive Pin
to 10034 Drive Bar. Set vertical position of stroke of
drive bar to obtain equal movement of sealing bellow
up and downwards. Lock sealing frame to housing
with (4) SS6121050SP Screws and lock drive bar in
place with SS8660612TP 3 mm socket screw.
Torque to 40 in. lbs. (4.5 Nm).
Center 10034 Drive Bar in the horizontal opening of
left end cover casing to obtain equal movement of
feed bar within sealing bellow for and backwards by
swivelling 10034C Feed Driving Lever on 10022B
Feed Bar Drive shaft. This setting directly influences
the lifetime of sealing bellow. Keep the feed drive
mechanism tight and torque SS9151740CP Screw
on 10034C Feed Driving Lever to 60 in. lbs. (7 Nm).
21. Assemble throat plate support lightly to end cover cas-
ing with (2) SS4151215SP Screws and assemble feed
dog to drive bar with fastening screw(s). Assemble
throat plate with 29599L Screws. Tighten the (2)
screws of throat plate support .
22. Install 10021B Pulley Hub against shoulder on crank-
shaft. Lock 22894AV first Screw in operating direction
to flat on crankshaft. Then lock the remaining screw.
Use 5 mm Allen wrench and torque to 87 in. lbs. (10
Nm). Slide 10042 Belt Sprocket over 10021B Pulley
Hub. Center the (3) SS9151420TP, 9 mm slotted Hex-
agonal Screws with (3) WP06210165D Washer in the
slots on the 10042 Belt Sprocket. The slots are used
to fine tune the synchronization of the needle and
looper after the 10042J Pulley Belt has been installed
with a 10076 Tension Roller set for correct belt ten-
sion. Lock the SS9151420TP Screws temporarily.
Torque to 100 in. lbs. (11.5 Nm) after synchronization.
18. Schieben Sie den Gleitstein 10038 auf den Zapfen des
Exzenterbolzens 10095C und in die Gabel des Trans-
porteurrahmens 10034B. Montieren Sie die Pratze
10033G auf den Zapfen des Exzenterbolzens und stel-
len Sie diese leichtgängig zum Transportrahmen ein.
19. Schieben Sie den Transportrahmen 10034A des kom-
pletten Transportantriebs 29126FR auf die Transportrah-
menwelle 10022B und schieben Sie den Mitnehmer
10047A mit seiner Fläche am Grundkörper nach hinten in
die innere Gabel des Transporteurrahmens 10034B und
den Exzenterbolzen 10095C gleichzeitig in seine Gehäu-
sebuchse. Beachten Sie beim Einbau des kompletten
Transportantriebs in das Gehäuse, daß der O-Ring 660-
1027 nicht abgeschert wird.
20. Schieben Sie die Transporteurstange 10034 mit vor-
montiertem Dichtbalg, Dichtplatte und Dichtrahmen
durch die obere Transporteurrahmenöffnung, durch den
Mitnehmer 10047A und durch die untere Transporteur-
rahmenöffnung. Ziehen Sie den Gewindestift 22894AV
des Transportrahmens 10034A gegen die Transportrah-
menwelle 10022B leicht an. Vermitteln Sie den Hub der
im Dichtbalg montierten Transporteurstange 10034 so,
daß die Bewegung des Dichtbalgs nach oben und unten
gleich ist. Befestigen Sie den Dichtrahmen des Gehäuse
mit (4) Schrauben SS6121050SP und sichern Sie die
Transporteurstange mit dem 3 mm Gewindestift
SS8660612TP mit 4,5 Nm.
Vermitteln Sie die Transporteurstange 10034 so in der
horizontalen Öffnung des linken Enddeckel-Gehäuses,
daß die Bewegung des Dichtbalgs nach vorne und hinten
gleich ist, indem Sie den Transportantriebshebel 10034C
auf der Transportrahmenwelle 10022B schwenken. Diese
Einstellung beeinflußt direkt die Standzeit des Dichtbal-
ges. Beachten Sie dabei die Dichtstellung des Transport-
antriebs und ziehen Sie die Schraube SS9151740CP des
Transportantriebshebels 10034C mit 7 Nm fest.
21. Schrauben Sie die Stichplattenträger mit den (2) Schrau-
ben SS4151215SP leicht an, setzen Sie den Transpor-
teur auf die Transporteurstange 10034 und ziehen Sie
die Befestigungsschraube(n) leicht an. Ziehen Sie die
Stichplatte mit den Schrauben 29559L an und ziehen Sie
die (2) Schrauben des Stichplattenträgers fest.
22. Montieren Sie die Nabe 10021B gegen die Schulter der
Kurbelwelle. Ziehen Sie den ersten Gewindestift
22894AV in Drehrichtung gegen die Fläche der Kurbel-
welle fest, danach den weiteren Gewindestift. Verwenden
Sie einen 5 mm Innensechskantschlüssel und ziehen
Sie beide Gewindestifte mit 10 Nm fest. Schieben Sie
das Zahnriemenrad 10042 über die Nabe 10021B. Ver-
mitteln Sie die drei geschlitzten Sechskantschrauben
SW9 SS9151420TP mit den drei Scheiben
WP06210165D in den Schlitzen des Zahnriemenrads
10042. Die Schlitze dienen zur Feineinstellung der Na-
del– und Greifersynchronisierung, nachdem der mit der
Spannrolle 10076 vorgespannte Zahnriemen 10042J
montiert wurde. Ziehen Sie die Schrauben
SS9151420TP vorläufig an und nach der Synchronisie-
rung mit 11,5 Nm fest.
37
Summary of Contents for BC100
Page 15: ...13...
Page 25: ...23...
Page 44: ...42 19 Needle Looper Synchronisation 19 Nadel Greifersynchronisierung...
Page 49: ...47 NOTES NOTIZEN...
Page 50: ......