




















76
GX-400
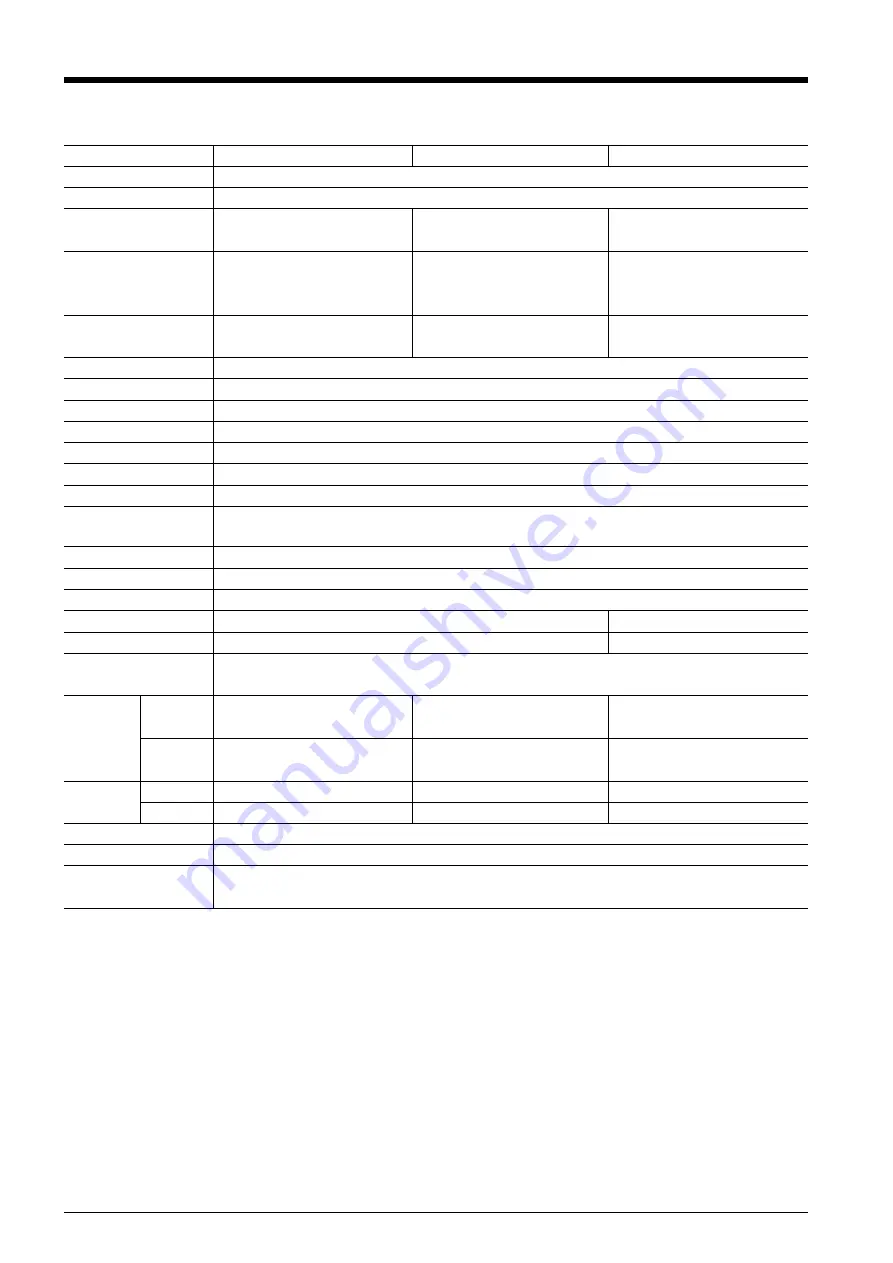
Mechanism
Driving method
Maximum cutting area
Acceptable media widths
Width of material that
can be cut off
Tools
Maximum cutting speed
Cutting speed
Blade force
Mechanical resolution
Software resolution
Distance accuracy
(*1)
Repetition accuracy
(*1)(*2)(*3)
Interface
Replot memory
Instruction system
Power supply
Power consumption
Acoustic noise level
Dimensions
Weight
Operating temperature
Operating humidity
Accessories
Special blade for CAMM-1 series
During cutting: 850 mm/sec. (in all directions) During tool-up: 1202 mm/sec. (in 45
°
direction)
10 to 850 mm/sec. (in increments of 10 mm/sec.)
20 to 350 gf
0.0125 mm/step (0.000492 in./step)
0.025 mm/step (0.000984 in./step)
Error of less than
±
0.2% of distance traveled, or 0.1 mm (0.00394 in.), whichever is greater
0.1 mm or less
Serial (RS-232C-compatible), USB (Rev 1.1)
2 MB (buffer size: 8 MB)
Dedicated system (CAMM-GLIII-compatible)
AC 100V to 240V
±
10% 50/60 Hz 1.2A
AC 100V to 240V
±
10% 50/60 Hz 1.1A
Cutting mode: 62dB (A) or less Standby mode: 40dB (A) or less
(according to ISO 7779)
Width: 737 mm (29 in.)
Length: 24998 mm (984-1/8 in.)
Min. 50 mm (2 in.)/ Max. 915 mm (36 in.)
(50 to 540 mm (2 in. to 21 in.),
582 to 915 mm (23 in. to 36 in.))
0 to 812 mm (0 in. to 32 in.)
GX-300
Main unit
With stand
Main unit
With stand
*1
According to material and cutting conditions as specified by Roland DG Corp. (refer to the following page).
*2
Excluding stretching/contraction of the material
*3
Range for assured repetition accuracy
For materials with a width exceeding 610 mm (24 in.): Length 4,000 mm (157-7/16 in.) (GX-500/400 only)
For materials with a width of 610 mm (24 in.) or less : Length 8,000 mm (314-15/16 in.)
Width: 1000 mm (39 in.)
Length: 24998 mm (984-1/8 in.)
Min. 90 mm (3-1/2 in.) /
Max. 1178 mm (46 in.)
0 to 1067 mm (0 in. to 42 in.)
Width: 1195 mm (47 in.)
Length: 24998 mm (984-1/8 in.)
Min. 90 mm (3-1/2 in.) /
Max. 1372 mm (54 in.)
0 to 1270 mm (0 in. to 50 in.)
GX-500
Media-movement method
Digital control servo motor
1144 mm (W) x 264 mm (D) x 398 mm (H)
(45-1/16 in. (W) x 10-3/8 in. (D) x 15-11/16 in. (H))
1144 mm (W) x 727 mm (D) x 1113 mm (H)
(45-1/16 in. (W) x 28-5/8 in. (D) x 43-13/16 in. (H))
26 kg (57.3 lb.)
44 kg (97 lb.)
1407 mm (W) x 264 mm (D) x 398 mm (H)
(55-3/8 in. (W) x 10-3/8 in. (D) x 15-11/16 in. (H))
1407 mm (W) x 727 mm (D) x 1113 mm (H)
(55-3/8 in. (W) x 28-5/8 in. (D) x 43-13/16 in. (H))
31 kg (68.3 lb.)
51 kg (112.4 lb.)
1602 mm (W) x 264 mm (D) x 398 mm (H)
(63-1/16 in. (W) x 10-3/8 in. (D) x 15-11/16 in. (H))
1602 mm (W) x 727 mm (D) x 1113 mm (H)
(63-1/16 in. (W) x 28-5/8 in. (D) x 43-13/16 in. (H))
35 kg (77.2 lb.)
55 kg (121.2 lb.)
5 to 40
°
C (41 to 104
°
F)
35 to 80% (non-condensing)
Power cord, blade holder (XD-CH2), pin, blade, alignment tool, cable clamp, replacement blade for separating knife,
USB cable, Roland software package CD-ROM, setup guide, user’s manual
9-2 Specifications
Approx. 100W
Approx. 95W
Summary of Contents for Camm-1 Pro GX-300
Page 9: ...To Ensure Safe Use 7...
Page 16: ...14...
Page 54: ...52...
Page 66: ...64...
Page 70: ...68...
Page 81: ...79...
Page 82: ...80...
Page 83: ......
Page 84: ...R3 070216...







































































