

























76
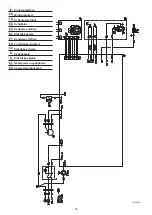
Подключение к сети питания
Перед подключением машины для резки к электриче-
ской сети убедитесь, чтобы данные на пластине ма-
шины соответствовали напряжению питания и его
частоте, и что сетевой выключатель находится в по-
ложении «0».
Это оборудование сконструировано для работы от номи-
нального напряжения 230 В при частоте 50/60 Гц.
Подключение к сети электропитания должно выполнять-
ся при помощи штепселя, входящего в комплект аппарата
для плазменной резки.
В таблице 2 показаны значения допустимой нагрузки по
току, используемой для выбора плавких предохранителей
с задержкой сбрасывания в соответствии с максимальной
потребляемой мощностью питания оборудования для рез-
ки и номинальным напряжением питания.
При возникновении необходимости замены штепселя вы-
полните следующие операции:
• 2-а провода для подключения.
• 3-ий желто-зеленый использовать для заземления.
ПРИМЕЧАНИЕ: Любой удлинитель питающего кабеля
должен быть соответствующего сечения и не меньше-
го диаметра, чем кабель из комплекта машины.
Нормы использования
КОНТРОЛЬ И УПРАВЛЕНИЕ УСТРОЙСТВОМ (Рис. A)
Поз. 1
Потенциометр регулировки тока резки.
Поз. 2
Белый светодиод сигнализации наличия питания.
Сигнализирует о готовности источника к работе.
Поз. 3
Красный светодиод контроля цикла плазменной
резки.
Поз. 4
Желтый светодиод сигнализирует о перегреве
элементов источника.
Поз. 5
Кабель земли.
Поз. 6
Плазменная горелка.
Поз. 7
Главный выключатель.
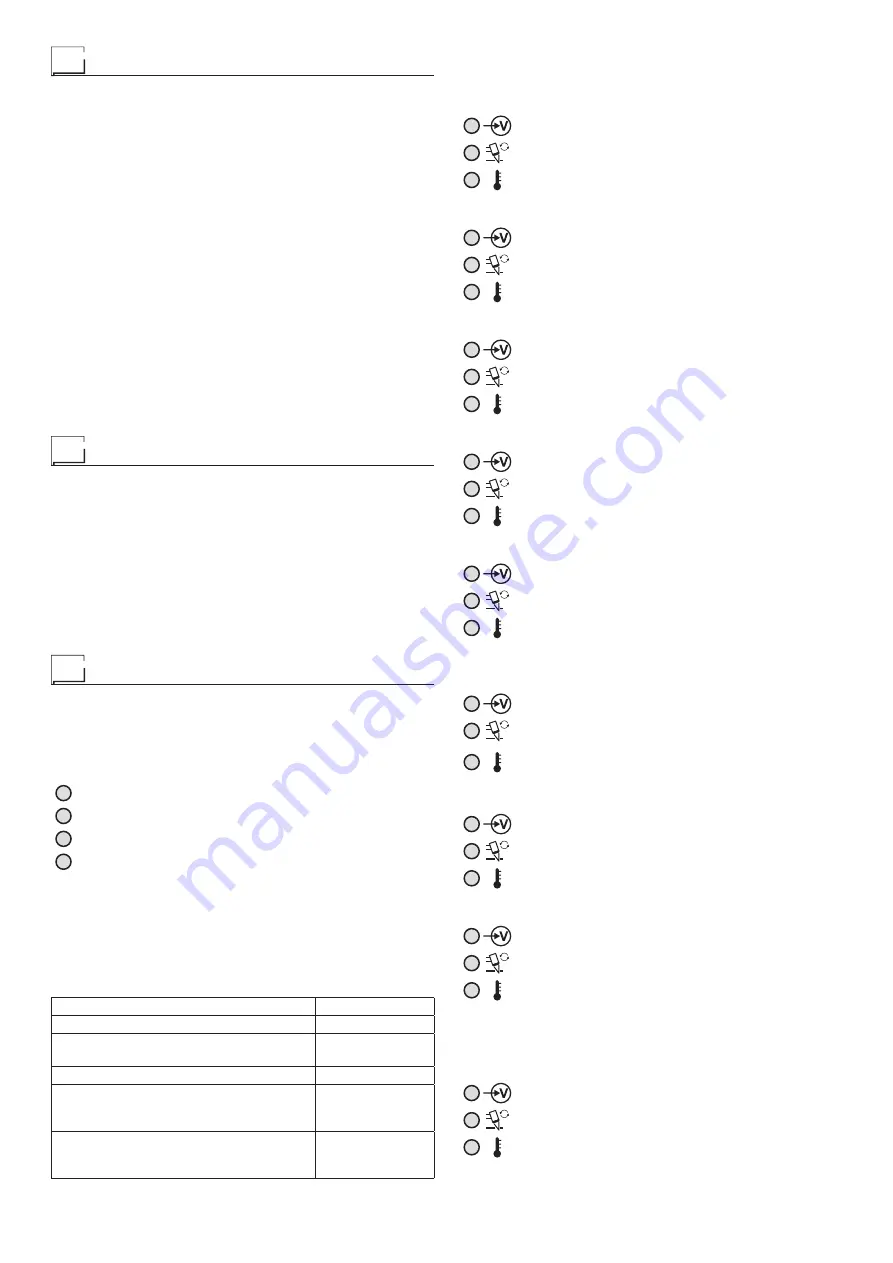
Последовательности светодиодов
Ниже приводятся основные сочетания, или последователь-
ности, включения светодиодов на панели
SHARK 25
. Важ-
но внимательно прочитать этот параграф для понимания
правильности функционирования аппарата.
Значение символов светодиодов
ON
Светодиод включен
OFF
Светодиод выключен
LOW INT
Светодиод мигает медленно
FAST INT
Светодиод мигает быстро
ВКЛЮЧЕНИЕ
Эта последовательность длится всего несколько секунд
после того, как работник включит выключатель электропи-
тания аппарата.
ON
Аппарат только что был включен
и микропроцессор проверяет
правильность функционирования всех
компонентов.
FAST INT
FAST INT
ПОКОЙ
ON
Аппарат работает, но в этот момент
не выполняется какой-либо операции
резки.
OFF
OFF
ФАКТИЧЕСКАЯ РАБОТА
ON
Аппарат работает и в этот момент
работник выполняет резку.
ON
OFF
«ТАЙМ-АУТ» - НЕ ПЕРЕДАНА ДЕЖУРНАЯ ДУГА
ON
Сигнал тревоги! Дежурная дуга не
передается на разрезаемую деталь.
Светодиод мигает в течение ок. 15
секунд.
FAST INT
OFF
СРАБАТЫВАНИЕ ТЕРМОСТАТА
ON
Сигнал тревоги! Сработал защитный
термостат. Подождите несколько минут
до выключения желтого светодиода,
после чего можно возобновить резку.
OFF
ON
НЕДОСТАТОЧНОЕ ИЛИ ИЗБЫТОЧНОЕ
НАПРЯЖЕНИЕ
ON
Сигнал тревоги! Неправильное
напряжение электропитания.
Выключите аппарат и проверьте,
что напряжение электросети
соответствует указанному на табличке
характеристик.
LOW INT
OFF
ДАВЛЕНИЕ ВОЗДУХА
ON
Сигнал тревоги! Недостаточное
давление воздуха (<2,5 бар).
Выключите аппарат и проверьте, что
воздушный компрессор работает
правильно.
LOW INT
OFF
ВКЛЮЧЕН ПРЕДОХРАНИТЕЛЬ ГОРЕЛКИ
ON
Сигнал тревоги! Внешнее сопло
горелки установлено неправильно.
Выключите аппарат и проверьте -
правильно установите плазменную
горелку.
LOW INT
OFF
ВЫКЛЮЧЕНИЕ
Эта последовательность длится всего несколько секунд
после того, как работник выключит выключатель электро-
питания аппарата.
ON
Аппарат только что был выключен
и микропроцессор проверяет
правильность функционирования всех
компонентов.
FAST INT
OFF
Таблице 2
Модель
SHARK 25
Потребляемая мощность @ I
2
Max
кВ
5
Плавкий предохранитель замедленного
действия
A
16
Ток, используемый @ 35% (40°C)
A
25
Сетевой кабель
Длинна
Сечение
м
мм
2
2,3
3×1,5
Кабель заземления
Длинна
Сечение
м
мм
2
3,5
4







































































