





























28
Conexión a la línea de los usuarios
Antes de conectar el equipo para el corte al plasma a la lí-
nea de servicio, hay que controlar que los datos de la pla-
ca correspondan con el valor de la tensión y la frecuencia
de la red y que el interruptor de la línea del equipo esté en
la posición “O”.
Este equipo ha sido proyectado para las tensiones nominales
230V 50/60 Hz.
La conexión a la red de alimentación se tiene que realizar me-
diante la utilización de la clavija suministrada con el equipo
para el corte al plasma.
La tabla 2 muestra los valores de capacidad aconsejados para
los fusibles de la línea retardados y elegidos según la corriente
máxima nominal erogada por el equipo para el corte al plasma
y a la tensión nominal de alimentación.
En caso sea necesario sustituir el enchufe, proceder de la si-
guiente manera:
• 2 conductores se utilizan para la conexión de la máquina a
la red de suministro eléctrico.
• El 3, de color AMARILLO-VERDE, se utiliza para efectuar la
conexión a “TIERRA”.
NOTA: Eventuales prolungaciones del cable de alimentación
deben ser de sección adecuada. En ningún caso deberán ser
inferiores a aquella del cable en dotación.
Normas de uso
APARATOS DE MANDO Y CONTROL (Fig. A)
Pos. 1
Potenciómetro de regulación de la corriente de cor-
te.
Pos. 2
Piloto luminoso blanco que señala la presencia de ali-
mentación. Cuando está encendido el sistema está
bajo presión listo para el funcionamiento.
Pos. 3
Piloto luminoso rojo, señala el control del ciclo de cor-
te al plasma.
Pos. 4
LED amarillo de señalación de intervención de la pro-
tección termostática.
Pos. 5
Cable de masa.
Pos. 6
Portaelectrodo plasma
Pos. 7
Interruptor de línea.
Secuencias de los Pilotos luminosos
A continuación se muestran las principales combinaciones o
secuencias que pueden asumir los pilotos luminosos presentes
en el panel rack del
SHARK 25
. Es importante leer detenida-
mente este apartado para poder entender el correcto funcio-
namiento del equipo.
Leyenda de los símbolos de los LED
ON
LED encendido
OFF
LED apagado
LOW INT
LED intermitente de forma lenta
FAST INT
LED intermitente de forma rápida
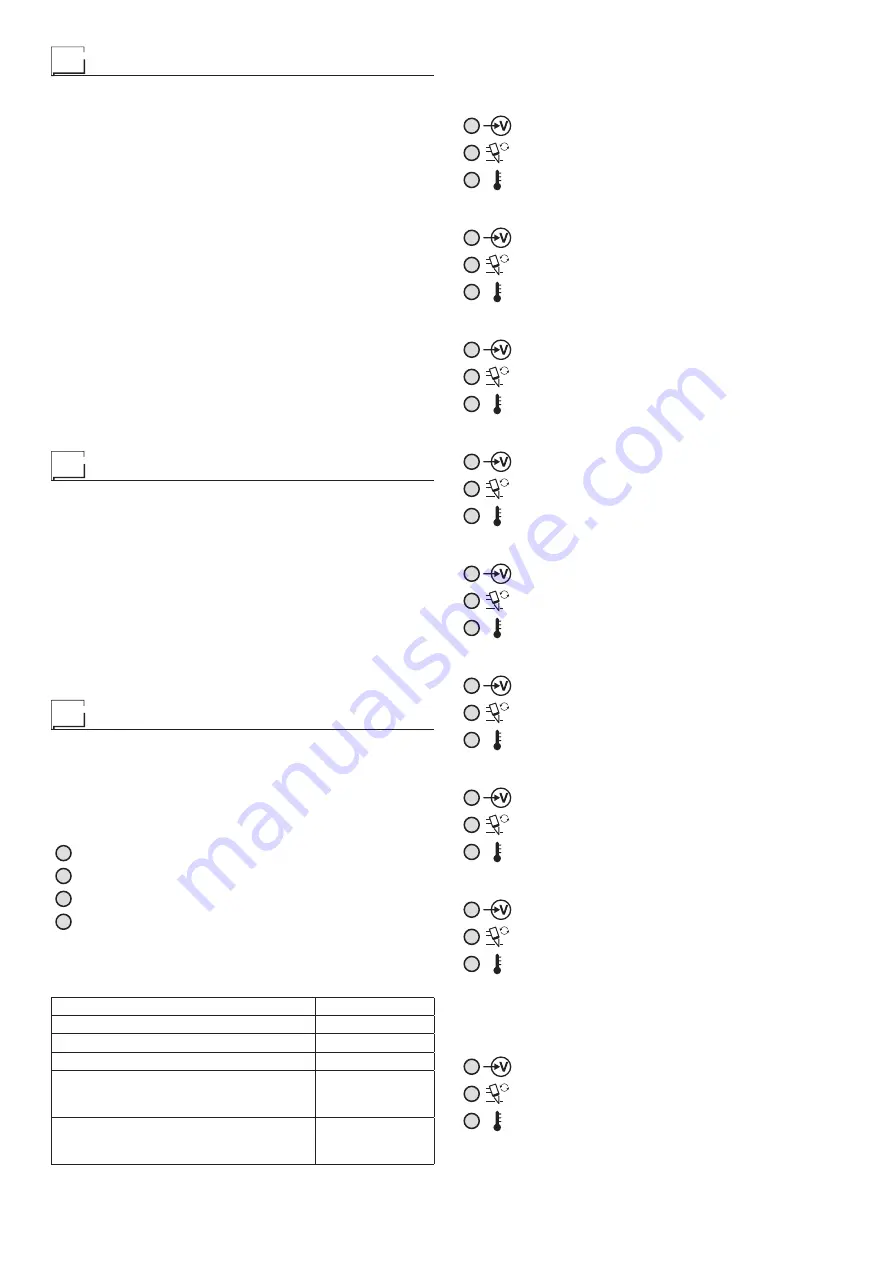
ENCENDIDO
Esta secuencia dura sólo unos segundos a partir del momen-
to en el que operador enciende el interruptor de alimentación
de la máquina.
ON
El equipo se acaba de poner en
funcionamiento y el microprocesador está
verificando el correcto funcionamiento de
todos los componentes.
FAST INT
FAST INT
REPOSO
ON
El equipo está en funcionamiento, pero
en este momento no se está efectuando
ninguna operación de corte.
OFF
OFF
TRABAJO EFECTIVO
ON
El equipo está en funcionamiento y en
este momento el operador está cortando.
ON
OFF
“TIME OUT” ARCO PILOTO NO TRANSFERIDO
ON
Alarma! El arco piloto no se transfiere a
la pieza que hay que cortar. El LED está
intermitente durante unos 15 segundos.
FAST INT
OFF
INTERVENCIÓN DEL TERMOSTATO
ON
Alarma! Termostato de protección
activado. Hay que esperar unos minutos
a que se apague el LED amarillo y
después se puede volver a cortar.
OFF
ON
UNDERVOLTAGE O OVERVOLTAGE
ON
Alarma! Tensión de alimentación no
correcta. Apagar el equipo y controlar
que la tensión de la línea corresponda a
la indicada en la placa con los datos.
LOW INT
OFF
PRESIÓN DEL AIRE
ON
Alarma! Presión del aire insuficiente
(<2,5 bar). Apagar el equipo y controlar
que el compresor de aire funcione de
forma correcta.
LOW INT
OFF
“SEGURIDAD” ANTORCHA ACTIVA
ON
Alarma! La boquilla exterior de la
antorcha está montada de forma no
correcta. Apagar el equipo y controlar -
volver a montar la antorcha al plasma de
forma correcta.
LOW INT
OFF
APAGADO
Esta secuencia dura sólo unos segundos a partir del momen-
to en el que el operador apaga el interruptor de alimentación
de la máquina.
ON
El equipo se acaba de apagar y el
microprocesador está comprobando el
correcto funcionamiento de todos los
componentes.
FAST INT
OFF
Tabla 2
Modelo
SHARK 25
Potencia consumida @ I
2
Max
kVA
5
Fusibile retardado
A
16
Ciclo de trabajo @ 35% (40°C)
A
25
Cable de conexión red
Largo
Sección
m
mm
2
2,3
3×1,5
Cable de masa
Largo
Sección
m
mm
2
3,5
4







































































