





























18
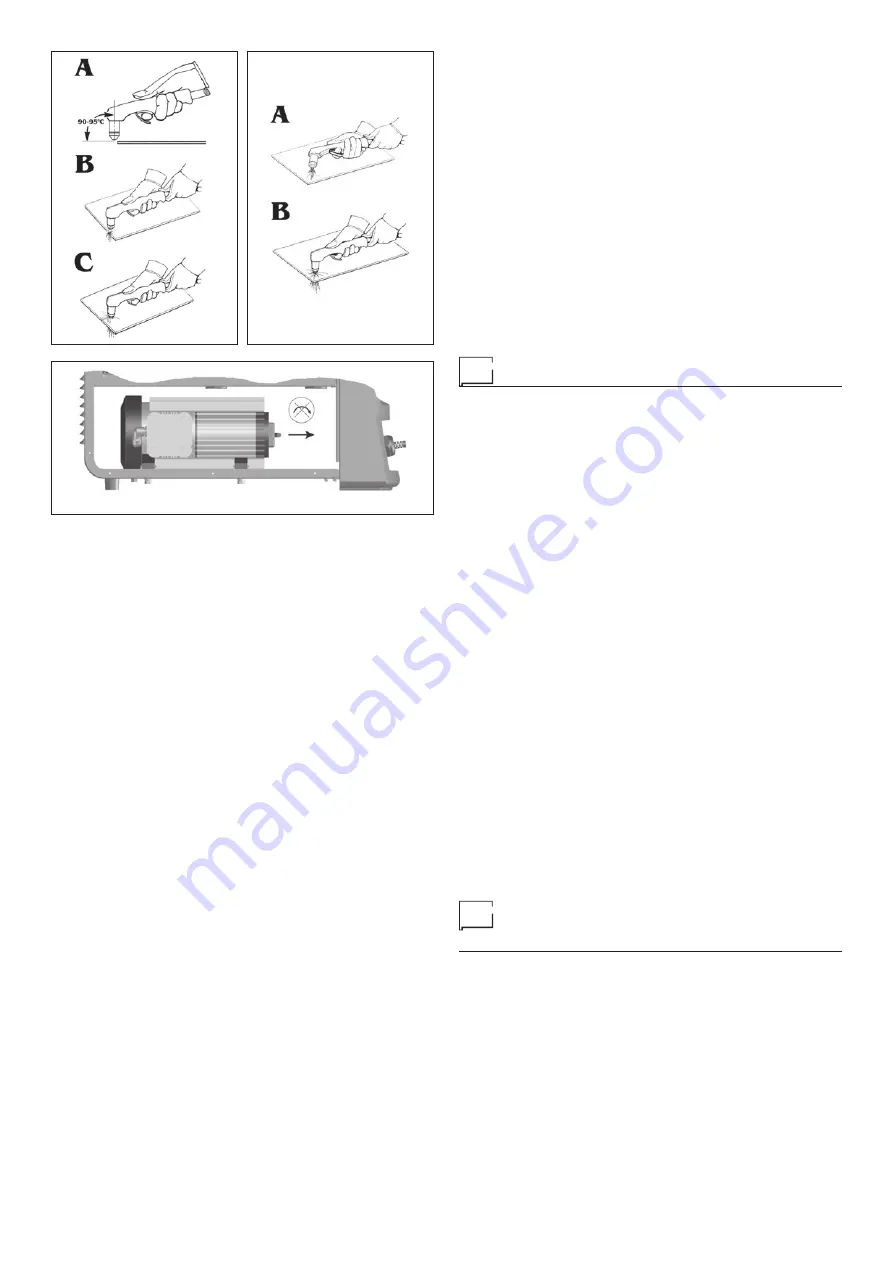
COUPE À PARTIR DU BORD D’UNE PIÈCE (Fig. D)
A) Placez la torche à la verticale sur le bord extérieur de la
pièce à couper. Si l’arc s’éteint à l’entrée de la pièce à cou-
per, augmentez l’angle de 95° entre la torche et le métal.
B) Commencez à couper à partir du bord extérieur de la pièce
jusqu’à ce que l’arc l’ait complètement traversé.
C) Pendant la coupe, la hotte peut se trouver au contact di-
rect de la pièce à couper. Evitez de tenir l’arc pilote allumé
en l’air afin de ne pas consommer inutilement l’électrode
et la hotte.
COUPE À PARTIR DE L’INTÉRIEUR DE LA PIÈCE
(Fig. E)
A) Coupez avec la torche placée de façon à former un angle
avec la pièce puis faites-la tourner lentement jusqu’à ce
qu’elle se trouve à la perpendiculaire du métal.
B) Si les étincelles sortent du bas de la pièce, cela veut dire
que l’arc de coupe a entièrement percé la pièce à couper;
le trou a été formé et vous pouvez désormais continuer la
coupe. Si les étincelles ou des restes de matériau sont pro-
jetés vers le haut cela veut dire que vous déplacez la torche
trop rapidement. Diminuez donc la vitesse de coupe.
COUPE AVEC ACCESSOIRES PROLONGÉS
Cette technique permet de couper dans des endroits peu ac-
cessibles, tels que les coins, les enclaves, les rainures, etc.
L’usure des consommables est plus importante.
IMPORTANT: Précautions à prendre pour couper de façon cor-
recte et efficace.
•
Coupez toujours en déplaçant la torche de façon délicate
pour conserver une coupe stable et précise.
•
Il est plus facile de couper en tirant la torche vers vous que
de couper en la poussant ou en la déplaçant dans le sens
opposé.
•
Evitez d’appuyer ou d’exercer une pression sur la torche
pendant la coupe.
•
Pour couper droit suivez toujours une ligne de référence.
•
Pour exécuter des coupes circulaires, nous vous conseillons
d’utiliser le compas prévu à cet effet (fourni à la demande).
- 6 -
Fin de l’opération de coupe. Le compresseur reste en marche
pendant environ 25 secondes pour permettre de refroidir les
composants de la torche, après l’extinction de l’arc (fonction
post débit). Cela permet de préserver et de prolonger la du-
rée des consommables. Attendez que l’air cesse de s’écouler
avant d’éteindre l’installation. Pendant cette phase vous pou-
vez toujours repartir avec un nouveau cycle de coupe: en ap-
puyant sur la touche l’arc pilote se rallume automatiquement.
- 7 -
Lorsque l’opérateur éteint la machine, en appuyant sur l’inter-
rupteur d’alimentation (Pos. 7, Fig. A) pendant quelques se-
condes le voyant LED blanc signalant la présence de tension.
2, Fig. A) reste éclairé et le voyant LED rouge de contrôle de
cycle de coupe au plasma (Pos. 3, Fig. A) clignote rapidement.
(Cf. paragraphe Séquence voyants LED section EXTINCTION).
Pendant ce temps le microprocesseur contrôle le bon fonction-
nement de tous les composants. Au terme de cette opération
de contrôle l’installation s’éteint.
Entratien
ATTENTION: Avant d’accomplir une quelconque inspection
à l’intérieur du
SHARK 25 coupez le courant sur l’installation.
PIECES DE RECHANGE
Les pièces de rechange d’origine ont été spécifiquement pro-
jetées pour notre installation. L’emploi de pièces de rechange
non d’origine peut causer des variations de prestations et ré-
duire le niveau de sécurité prévu. Nous déclinons toute respon-
sabilité pour les dommages dérivant de l’utilisation de pièces
de rechange non d’origine.
UNITÉ DE COUPE AU PLASMA
Vu que ces installations sont complètement statiques, sauf le
ventilateur qui est toutefois muni de coquilles autolubrifiantes,
l’entretien se réduit à:
• Elimination périodique des dépôts de saleté et de poussière
à l’intérieur de l’installation à l’aide d’air comprimé. Ne pas
diriger le jet d’air directement sur les composants électriques
car ils pourraient s’endommager.
• Inspection périodique pour localiser les câbles usés ou les
connexions desserrées qui causent des surchauffes.
• Vérifier que le circuit de l’air ne contient pas d’impuretés et
que les connexions sont serrées correctement et n’ont pas de
pertes. A ce propos, contrôler attentivement l’électrovanne.
COMPRESSEUR
Le
SHARK 25
n’a besoin d’aucune source extérieure d’air com-
primé car il contient un compresseur d’air comprimé qui a be-
soin d’être soumis régulièrement à des opérations d’entretien
efficaces pour remplir correctement et efficacement sa fonction.
L’entretien du compresseur se limite au nettoyage du filtre d’air
qui doit être démonté (en le tirant vers l’extérieur et sans le faire
tourner - Cf. Fig. F) et nettoyé périodiquement.
Relevé d’inconvénients éventuels
et éliminacion de ce ux-ci
REMARQUE: Etant donné que pour réparer l’installation de
coupe au plasma il faut disposer de connaissances tech-
niques particulières, nous conseillons, en cas de panne, de
vous adresser à du personnel qualifié ou à notre service après-
vente.
Les 3 voyants LED de signalisation, placés sur le tableau rack
du
SHARK 25
permettent généralement de remonter à la
cause de la panne.
Nous vous conseillons donc d’examiner l’éclairage des voyants
LED pour déterminer
La cause de la panne (cf. paragraphe Séquences des voyants
LED).
Nous vous indiquons ci-après les pannes possibles pouvant
survenir dans l’installation, leurs causes possibles ainsi que la
façon de les diagnostiquer et de les résoudre rapidement et de
FIG. E
FIG. F
FIG. D







































































