




























Page 2-7
BASIC OPERA
TION
2
Display-changing Switches
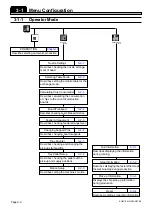
• Changing display modes
1) When you press this switch, display
modes are changed.
Blue letters on a light blue ground show the
selected display mode.
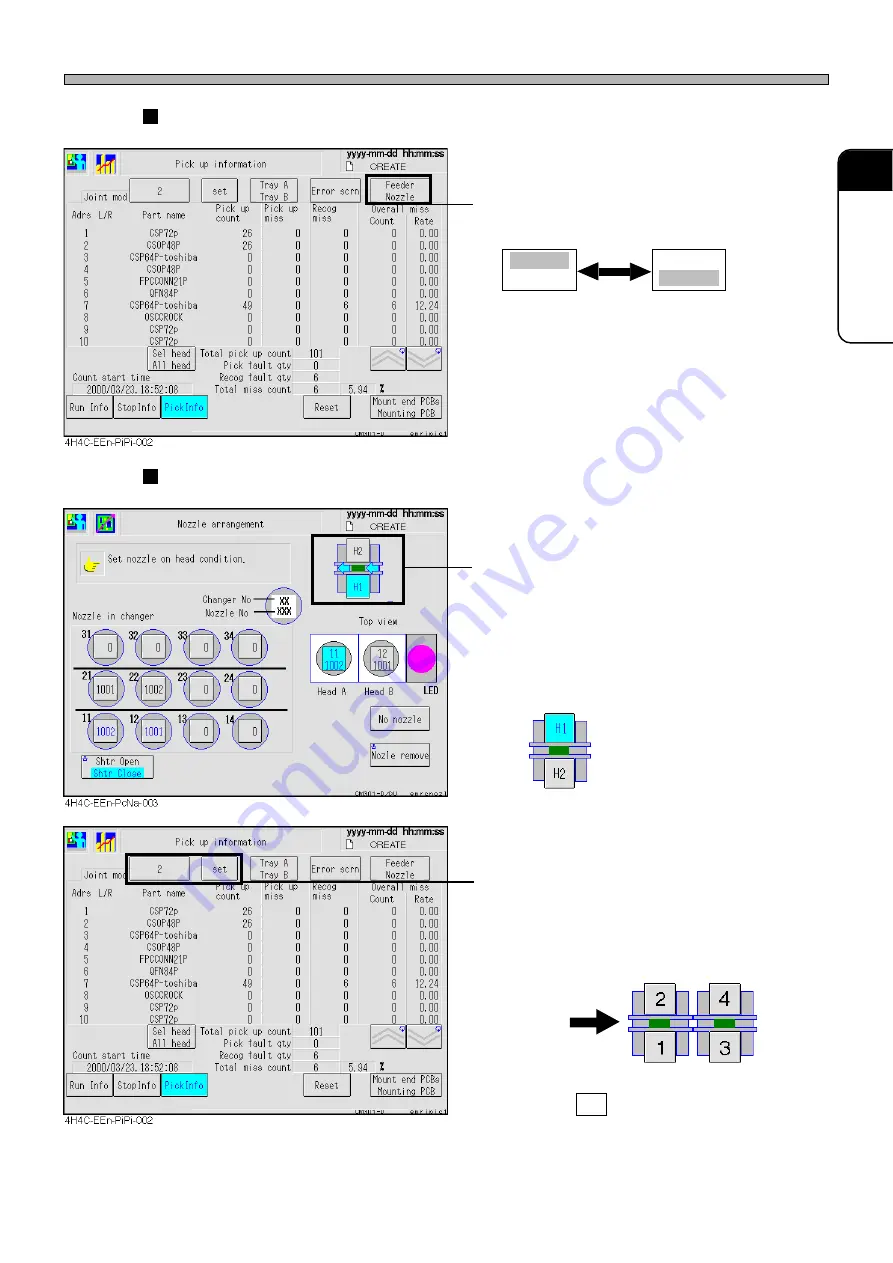
Stage-changing Switches
• Changing stages on the machine
1) When you press this switch, dis-
played stages are changed.
Blue letters on a light blue ground
show the selected stage.
∗
The following is displayed at the rear operating
panel.
• Changing stages on the line
1) Every time you press the numeric key,
displayed stages are changed.
E.g.) When two CM301s are connected, pressing
this key switches the stage in sequence
from: 1
→
2
→
3
→
4.
Pressing set displays numeric keys, so you
can switch the stage also by entering the
number.
Touch Panel
Feeder
Nozzle
Feeder
Nozzle
Board flowing direction
4H4C-014E
4H4C-005E
4H4C-E-OMA02-A01-03
Summary of Contents for CM301
Page 2: ......
Page 6: ...Page 4 4H4C E OMA00 B01 00 MEMO ...
Page 19: ...Page 17 SAFETY PRECAUTIONS Be sure to observe 4H4C E OMA00 A03 02 WARNING ...
Page 64: ...Page 1 20 MEMO 4H4C E OMA01 A01 01 ...
Page 78: ...Page 2 14 MEMO 4H4C E OMA02 A01 01 ...







































































