




























41
DBC 130II
DBC130II ISE41
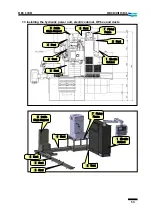
7) Based on the bolts (especially, reamer bolts) between X-axis and Z-axis beds, use the
temporary bolt to set an approximate height. Place the level in the grinding side of either
ends of the bed in the X and Z directions, and use the temporary bolt to perform the
leveling until the overall difference of the leveling falls below 0.05mm/m.
※
Set the height between bed bottom and floor at about 75mm with the level plate
10mm~40mm below the floor.
In case that the machine is installed higher than intended due to the on-site
circumstances, be sure to immerse the level plate in grout mixture by constructing a
bank around the foundation hole.
※
Note
that
you should apply even force to every temporary bolt, and perform the
leveling alternately on both ends of the bed.
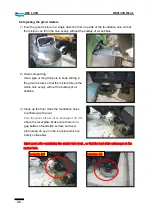
8) When the temporary leveling work on the table
bed (X-axis bed) comes close to the end, try
shaking 2 liners in the concatenating sites
between X-axis and Z-axis beds to check if the
gaps match. If no problem is encountered,
tighten up the fixing bolts and check the level
again.
※
If the gaps do not match, X and Z axes do not meet the squareness with each other.
To prevent this, you must apply even force to each of 2 liners when installing them.
If the gaps mismatch, lift the table bed a small bit from the ground and use a long
support or lever to push in the end of the gap-making bed so that the liners between
X-axis bed and Z-axis bed contact with each other.
Approx.
75mm
Block
Temporary
Bolt
Fixing
Bolt
Summary of Contents for DBC 130 II
Page 1: ...Installation Manual DBC 130Ⅱ Machine Tools ...
Page 2: ......
Page 7: ...5 DBC 130II DBC130II ISE41 Ref 2 Right View Ref 3 Top View ...
Page 9: ...7 DBC 130II DBC130II ISE41 Ref 6 Top view of machine to install semi splash guard on Optional ...
Page 10: ...8 DBC 130II DBC130II ISE41 Ref 7 Top view of machine to install APC on Optional ...
Page 12: ...10 DBC 130II DBC130II ISE41 60 Tool Magazine ...
Page 60: ...58 DBC 130II DBC130II ISE41 Z axis ...
Page 121: ...119 DBC 130II DBC130II ISE41 19 Installation Complete ...






























































