

















117
DBC 130II
DBC130II ISE41
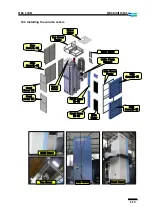
18.5 Installing the semi splash guard (in the operator side)
Top Cover
Operator
Step
Operator
Fence(3)
Operator
Fence(4)
Operator
Door(1)
Operator
Door(2)
Operator
Fence(1)
Operator
Fence(2)
Rotating
Operator
Fence
OP Door
Roof
Safety
Bar
Operator Fence (1,2)
Operator Fence (4)
Operator Door (1,2)
Top Cover
Summary of Contents for DBC 130 II
Page 1: ...Installation Manual DBC 130Ⅱ Machine Tools ...
Page 2: ......
Page 7: ...5 DBC 130II DBC130II ISE41 Ref 2 Right View Ref 3 Top View ...
Page 9: ...7 DBC 130II DBC130II ISE41 Ref 6 Top view of machine to install semi splash guard on Optional ...
Page 10: ...8 DBC 130II DBC130II ISE41 Ref 7 Top view of machine to install APC on Optional ...
Page 12: ...10 DBC 130II DBC130II ISE41 60 Tool Magazine ...
Page 60: ...58 DBC 130II DBC130II ISE41 Z axis ...
Page 121: ...119 DBC 130II DBC130II ISE41 19 Installation Complete ...



























































