





























BAND SAW CUTTING - A PRACTICAL GUIDE
Section 7
7-3
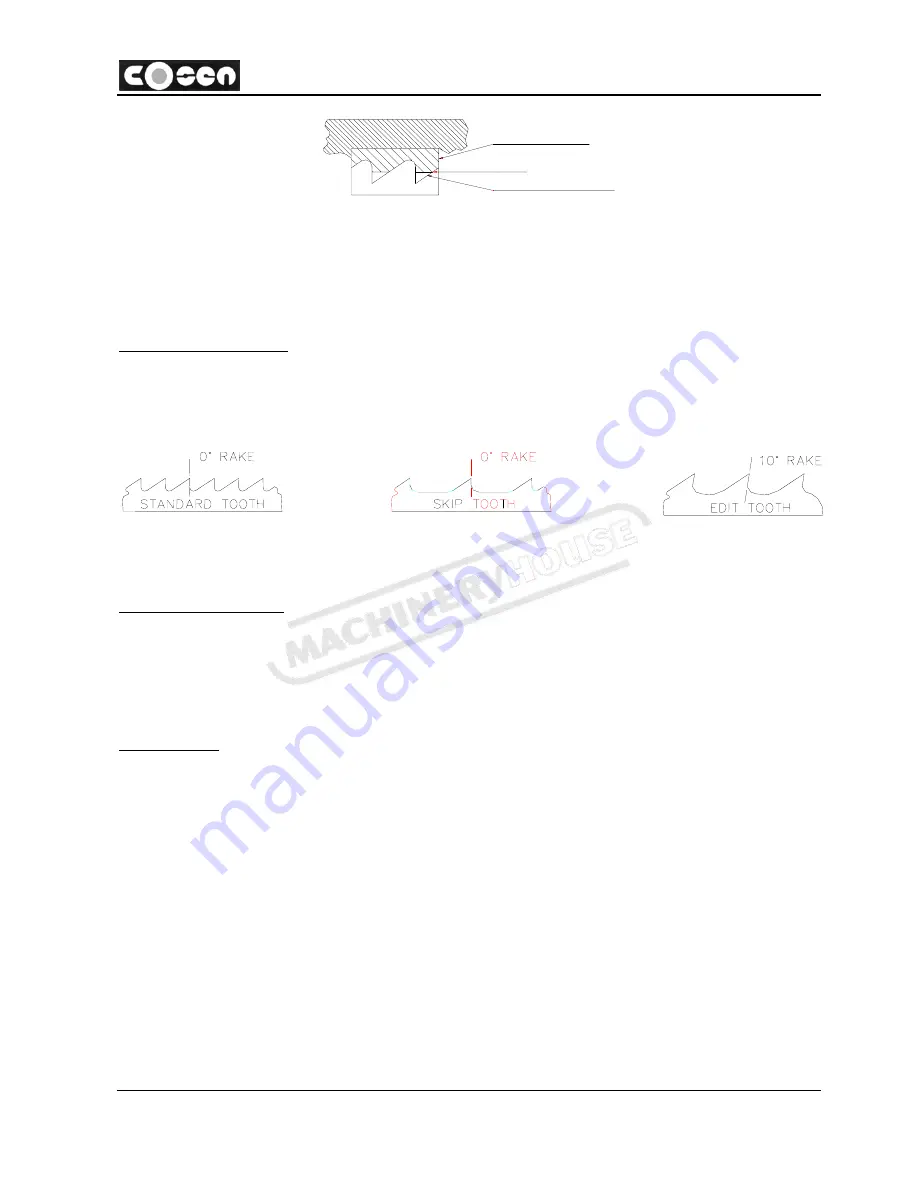
Flexible
Back
Weld
Fig. 7.3 Electron Welded Blade
A particular blade may have teeth which are too hard at the tips, causing them to break off in the
material. This is most likely to happen as a result of chips wedging together in the cut. A broken
tooth in the material can easily cause dulling on one side of the entire blade before it is dislodged
from the cut.
Tooth Form and Spacing:
The selection of a tooth form generally is determined by the material to be cut. There are three
general factors to consider: Tooth form, style or shape of the teeth; Tooth spacing, The number of
teeth to the inch; and tooth set, which provides clearance for the body of the blade. Three styles
of tooth are shown in Fig. 7.3 below:
Fig. 7.4 Three styles of tooth
Material Size and Shape:
The optimum material width for a band saw blade is 1 inch wide by 0.35 thick and is about 5
inches long. Below this width tooth loading may become excessive and the cutting rate must be
reduced. Above this width blade control begins to be lost, as discussed below. Since the blade
"sees" only that material it is cutting, the shape of the stock being cut will also affect cutting
speeds, particularly if the piece is excessively wide or if it varies in the dimensions being cut.
Guide Spacing:
The rigidity of the blade is a function of guide spacing, with rigidity being reduced to the third
power as the distance between the guides increases. For example, with guides spaced 2 inches
apart, blade deflection might be approximately 0.2. Under the same conditions, but with the
guides spaced at 4 inches apart, blade deflection would be approximately 0.8.
This is a much simplified version of the formula, because it does not consider band tension or
guide design. It is important to recognize, for example that rollers are considered as a pivotal
contact. Whereas carbide faces could be considered as anchored supports. A more complete
deviation, including band tension and guide design, is included in Roark's handbook, "Formula
for stress and strain".
7.3 Some Sawing Practices
7.3.1. Selection of Saw Pitch
Sawing “Rules of Thumb”:
1. The thinner the stock, the finer the saw pitch
2. The thicker the stock, the coarser the saw pitch
3. The more difficult the stock, the finer the saw pitch
Page 76
Instruction Manual for AH-250H (B040)
04/12/2014
Summary of Contents for AH-250H
Page 7: ...Section 1 SAFETY RULES Page 7 Instruction Manual for AH 250H B040 04 12 2014 ...
Page 13: ...Section 2 GENERAL INFORMATION Page 13 Instruction Manual for AH 250H B040 04 12 2014 ...
Page 21: ...GENERAL INFORMATION Section 2 2 8 Page 21 Instruction Manual for AH 250H B040 04 12 2014 ...
Page 22: ...Section 3 MOVING INSTALLATION Page 22 Instruction Manual for AH 250H B040 04 12 2014 ...
Page 33: ...Section 4 OPERATION INSTRUCTION Page 33 Instruction Manual for AH 250H B040 04 12 2014 ...
Page 56: ...Section 5 ELECTRICAL SYSTEM Page 56 Instruction Manual for AH 250H B040 04 12 2014 ...
Page 69: ...Section 6 HYDRAULIC SYSTEM Page 69 Instruction Manual for AH 250H B040 04 12 2014 ...
Page 79: ...Section 8 MAINTENANCE SERVICE Page 79 Instruction Manual for AH 250H B040 04 12 2014 ...
Page 84: ...Page 84 Instruction Manual for AH 250H B040 04 12 2014 ...
Page 85: ...Section 9 SYSTEM TROUBLE SHOOTING Page 85 Instruction Manual for AH 250H B040 04 12 2014 ...
Page 93: ...Section 10 PART LIST Page 93 Instruction Manual for AH 250H B040 04 12 2014 ...







































































