




























A heat treating furnace is required to harden a mold at a high temperature
(1000 °C) for 30 minutes, then the mold is cooled down with a programmable
ramp ( 20 °C / minute ) toward a lower set point ( 200 °C ). Use the dual set
point / PID and ramp / dwell functions for this application.
A heat treating furnace is required to harden a mold at a high temperature
(1000 °C) for 30 minutes, then the mold is cooled down with a programmable
ramp ( 20 °C / minute ) toward a lower set point ( 200 °C ). Use the dual set
point / PID and ramp / dwell functions for this application.
Example 2: Dual Set Point / PID
Example 2: Dual Set Point / PID
( 1 ) Set the following parameters in the Setup menu:
( 1 ) Set the following parameters in the Setup menu:
FUNC= FULL
A1FN= TIMR
EIFN= SP.P2
PVMD= PV1
SPMD= MINR
FUNC= FULL
A1FN= TIMR
EIFN= SP.P2
PVMD= PV1
SPMD= MINR
( 2 ) Adjust the following parameters in the User menu:
( 2 ) Adjust the following parameters in the User menu:
TIME= 30.0 ( Minutes )
RAMP= 20.0 ( °C/Minute )
SP1= 1000 °C
SP2= 200 °C
PL1= 100 ( % )
TIME= 30.0 ( Minutes )
RAMP= 20.0 ( °C/Minute )
SP1= 1000 °C
SP2= 200 °C
PL1= 100 ( % )
( 3 ) Set the proper values for PB1, TI1, TD1,PB2, TI2 and TD2 according
to previous records. For a new system, first tune the PID set at SP1=800 °C
and tune the second PID set at SP2=400 °C.
( 3 ) Set the proper values for PB1, TI1, TD1,PB2, TI2 and TD2 according
to previous records. For a new system, first tune the PID set at SP1=800 °C
and tune the second PID set at SP2=400 °C.
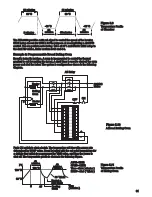
The circuit diagram is same as shown in Figure 5.14. The temperature profile
is shown as below:
The circuit diagram is same as shown in Figure 5.14. The temperature profile
is shown as below:
Figure 5.16
Figure 5.16
Dual Set Point /PID Profile
Dual Set Point /PID Profile
30
minutes
30
minutes
40
minutes
40
minutes
1000
200
Use SP1,PID1
Use SP1,PID1
Use SP2,PID2
Use SP2,PID2
C
Time ( Minutes )
Time ( Minutes )
95







































































