





























13. Program Support Functions
13.15 High-accuracy Control ; G61.1, G08
414
(2) Reduction of arc radius reduction error amount using feed forward control
With the high-accuracy control, the arc radius reduction error amount can be greatly reduced
by combining the pre-interpolation acceleration/deceleration control method above-mentioned
and the feed forward control/SHG control.
The logical radius reduction error amount
Δ
R in the high-accuracy control mode is obtained
with the following expression.
Feed forward control
SHG c Feed forward control
Δ
R
≤
1
2 R
{ T p
2
( 1
−
K f
2
) } ( )
2
F
6 0
By setting Kf to the following value, the delay elements caused by the position loop in the
servo system can be eliminated, and the logical
Δ
R can be set to 0.
Kf = 1 (Feed forward gain 100%)
The equivalent feed forward gain to set Kf to 1 can
be obtained with the following expression.
100 1
1
50
2
2
− − ⎛
⎝
⎜
⎞
⎠
⎟
⎧
⎨
⎪
⎩
⎪
⎫
⎬
⎪
⎭
⎪
⎛
⎝
⎜
⎞
⎠
⎟
fwd g
_
PGN1 for conventional control
2 × PGN1 for SHG control
The feed forward gain can be set independently for G00 and G01.
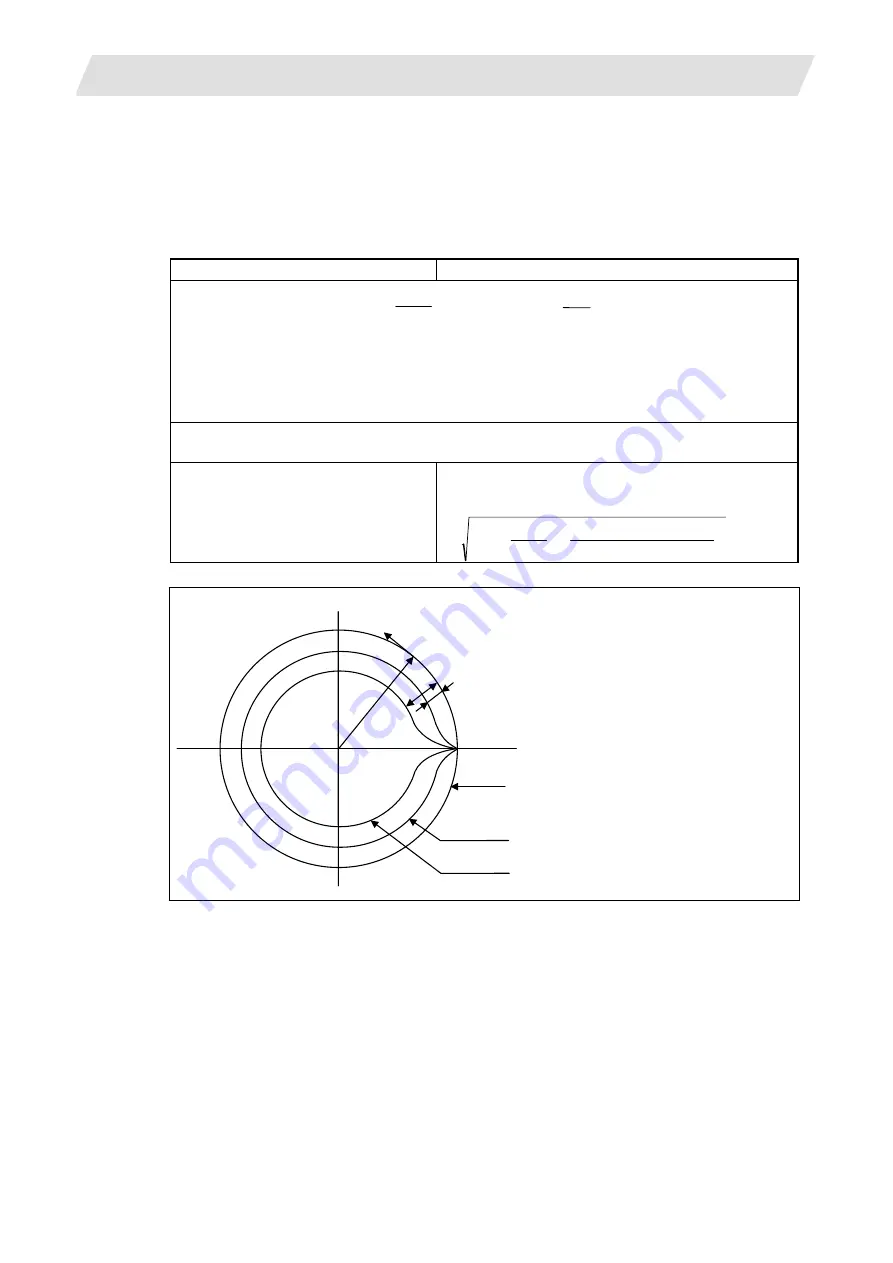
Path for post-interpolation
acceleration/deceleration control method
Path for pre-interpolation
acceleration/deceleration control method (Kf = 0)
Path for pre-interpolation
acceleration/deceleration control method (Kf = 1)
Δ
R
R
F
(Note)
If the machine vibrates when Kf is set to 1, Kf must be lowered or the servo system must
be adjusted.
R : Arc radius (mm)
F : Cutting feedrate (mm/min)
Tp : Position loop time constant (s)
Kf : Feed forward coefficient (fwd_g/100)







































































