





























Maintenance
183
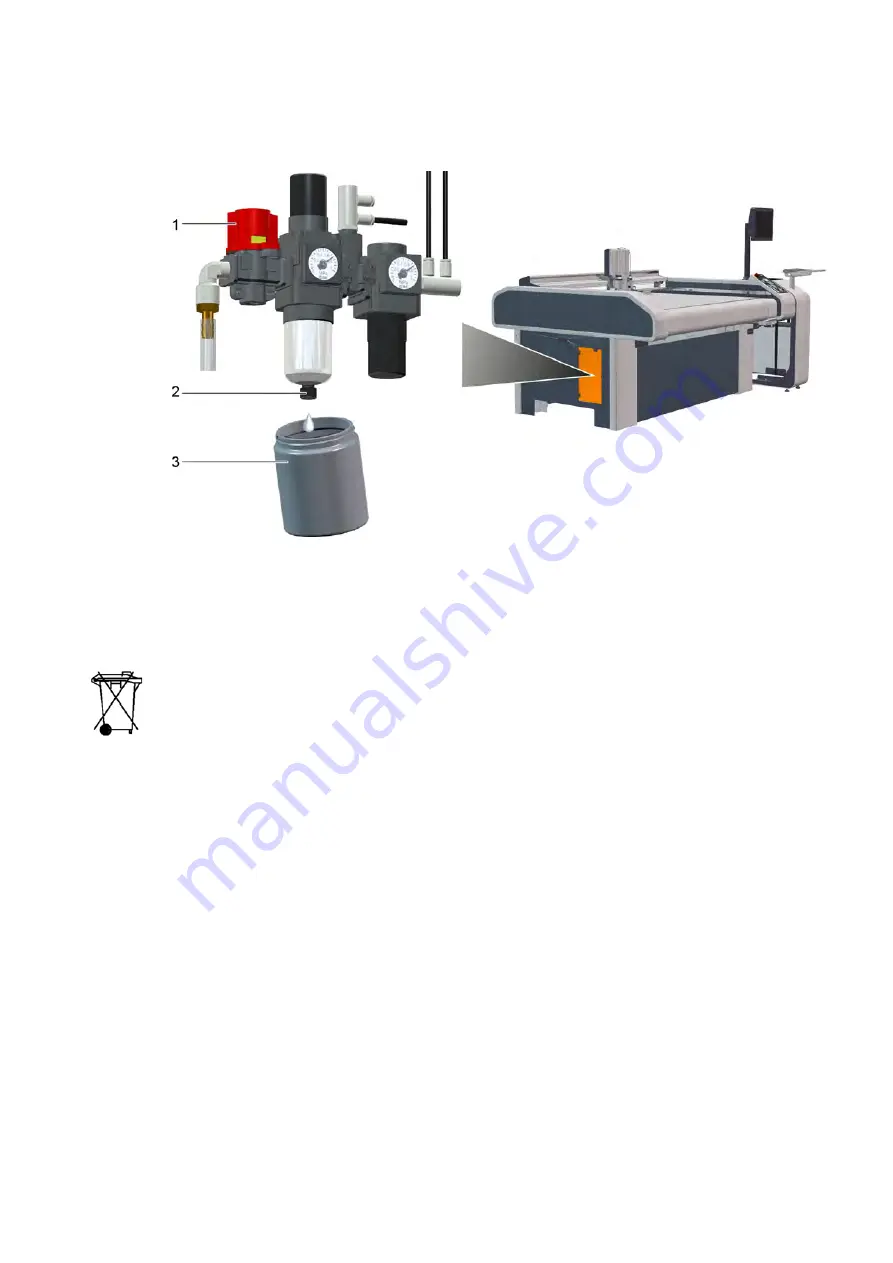
6.15 Draining the maintenance unit condensate water
1
Stopcock
3
Container
2
Drain screw
Disposal
The condensate water can become contaminated by oil. Therefore, the condensate water must
be disposed of properly according to the specific national regulations.
A
Open the access point to the maintenance unit (see
on page 169).
B
Set the stopcock on the maintenance unit to "Off".
C
Hold a container under the drain.
D
Open the drain screw.
E
Allow the liquid to drip into the container.
F
Close the drain screw.
G
Close the access point to the maintenance unit.
H
Dispose of the container in an environmentally friendly manner.
Summary of Contents for S3 M-1200
Page 1: ...Operating Manual S3 Digital Cutter ...
Page 5: ...Contents 5 8 Modules 209 9 Material handling 211 10 Additional specifications 213 ...
Page 6: ...Contents 6 ...
Page 10: ...Introduction 10 ...
Page 14: ...Product description 14 2 5 Cutter overview ...
Page 38: ...Product description 38 ...
Page 64: ...Safety 64 ...
Page 90: ...Controls and operation 90 4 13 3 Inserting replacing the module ...
Page 103: ...Controls and operation 103 Plastic perforated plate Adjustable vacuum range Leather no ...
Page 134: ...Controls and operation 134 ...
Page 155: ...Tips for cutting 155 5 6 2 Calculation of maximum speed for EOT POT Z16 Z42 ...
Page 207: ...Tools 207 7 Tools ...
Page 208: ...Tools 208 ...
Page 209: ...Modules 209 8 Modules ...
Page 210: ...Modules 210 ...
Page 211: ...Material handling 211 9 Material handling ...
Page 212: ...Material handling 212 ...
Page 213: ...Additional specifications 213 10 Additional specifications ...
Page 214: ...Additional specifications 214 ...





















































