





























Controls and operation
124
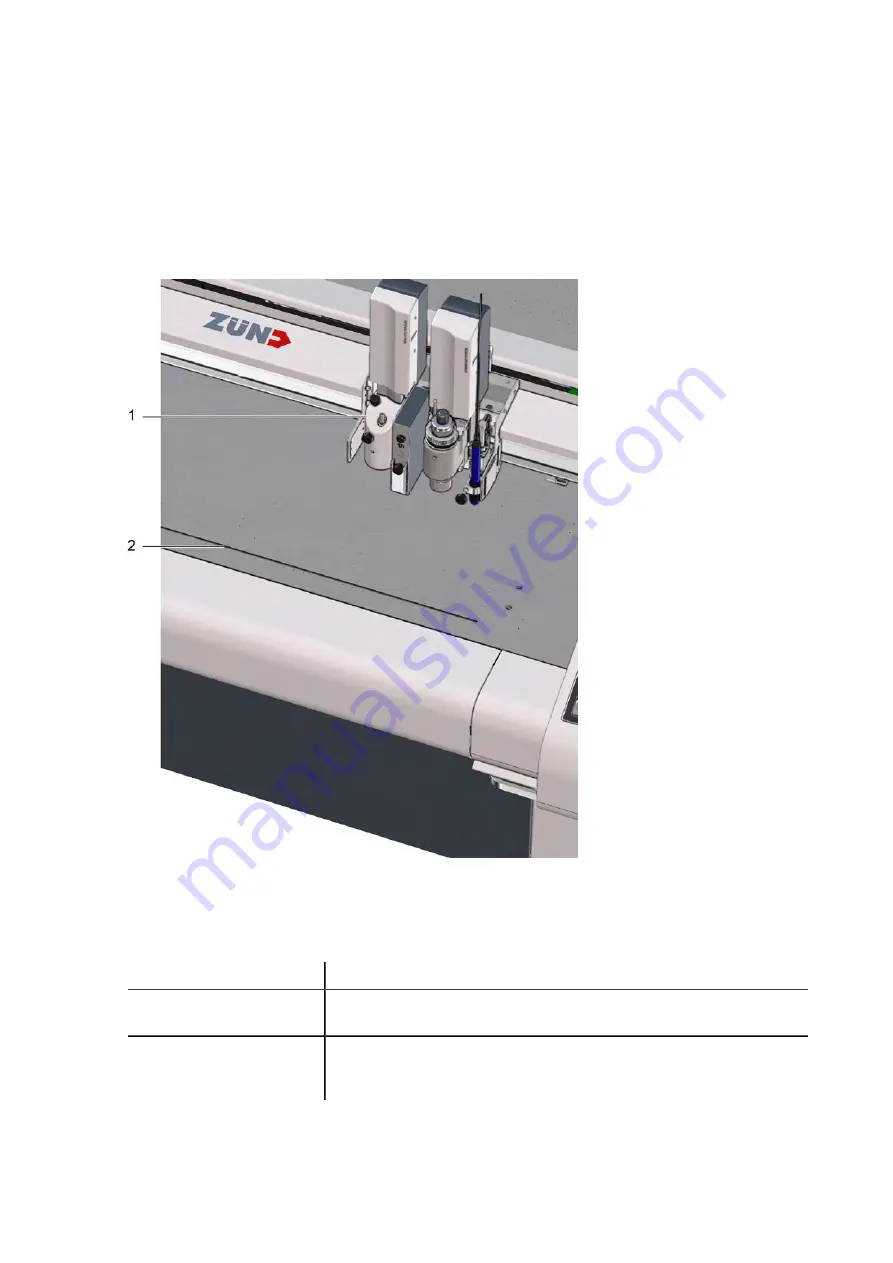
4.18 Film handling
4.18.1 Cutting strips (optional)
Plastic perforated plates for foil applications are fitted with a cutting strip. In combination with a KCM-
S, this facilitates the straight cutting of foils without damaging the work surface. In this process, the
KCM-S is positioned precisely above the cutting strips and a clean through-cut is made in Position
mode.
1
Kiss-Cut Module - KCM-S
2
Cutting strips
Menu
Function
3-6-2 Cut off
The KCM-S is positioned above the cutting strips and a through-cut is
performed.
1-7-2-7 Cut, feed
If a KCM-S is installed, this command is used to perform a feed from
the current module position up to the cutting strips. This is followed by
a through-cut on the cutting strips.
Summary of Contents for S3 M-1200
Page 1: ...Operating Manual S3 Digital Cutter ...
Page 5: ...Contents 5 8 Modules 209 9 Material handling 211 10 Additional specifications 213 ...
Page 6: ...Contents 6 ...
Page 10: ...Introduction 10 ...
Page 14: ...Product description 14 2 5 Cutter overview ...
Page 38: ...Product description 38 ...
Page 64: ...Safety 64 ...
Page 90: ...Controls and operation 90 4 13 3 Inserting replacing the module ...
Page 103: ...Controls and operation 103 Plastic perforated plate Adjustable vacuum range Leather no ...
Page 134: ...Controls and operation 134 ...
Page 155: ...Tips for cutting 155 5 6 2 Calculation of maximum speed for EOT POT Z16 Z42 ...
Page 207: ...Tools 207 7 Tools ...
Page 208: ...Tools 208 ...
Page 209: ...Modules 209 8 Modules ...
Page 210: ...Modules 210 ...
Page 211: ...Material handling 211 9 Material handling ...
Page 212: ...Material handling 212 ...
Page 213: ...Additional specifications 213 10 Additional specifications ...
Page 214: ...Additional specifications 214 ...





















































