77
Instrukcja obsługi
WF 35
PL
Tłumaczenie instrukcji oryginalnej
• Spot-delay
Jest to tryb zgrzewania podobny do trybu Spot, który pozwala na zgrzewanie ciągłe ze zdefiniowanym czasem tak długo, jak długo trzymany jest
spust. Funkcja ta umożliwia spawanie bardzo cienkich blach stalowych lub aluminiowych, ograniczając ryzyko przewiercenia i odkształcenia blachy
(szczególnie w przypadku spawania aluminium).
DEFINICJA USTAWIEŃ
Jed-
nostka
Burnback
-
Funkcja zapobiegająca ryzyku zakleszczenia się drutu na końcu spoiny. Czas ten odpowiada podnoszeniu się
drutu z wytopu.
Wypełniacz krateru
%/s
Ten prąd zatrzymania jest fazą po rampie w dół prądu.
Może być regulowany w zakresie natężenia (% prądu spawania) i czasu (sekundy).
Termin
s
Czas pomiędzy końcem punktu (z wyłączeniem Post-Gas) a początkiem nowego punktu (z uwzględnieniem
Pre-Gas).
Grubość
mm
Tryb synergiczny umożliwia ustawienia w pełni automatyczne. Działanie na grubość automatycznie ustawia
odpowiednie naprężenie drutu i prędkość.
Prąd opadający
s
Krzywa spadania prądu.
Hot Start
%/s
Hot Start umożliwia uniknięcie przyklejenia się elektrody do obrabianego przedmiotu. Może być regulowany w
zakresie natężenia (% prądu spawania) i czasu (sekundy).
Natężenie
A
Prąd spawania jest ustawiany w zależności od rodzaju użytego drutu i spawanego materiału.
I Start
-
Regulacja prądu zapłonu.
Długość łuku
-
Służy do regulacji odległości pomiędzy końcem drutu a roztopionym jeziorkiem spawalniczym (regulacja napię
-
cia).
Pre-gas
s
Czas oczyszczania palnika i tworzenia ochrony gazowej przed zajarzeniem.
Punkt
s
Określony czas trwania.
Post Gas
s
Czas utrzymania osłony gazowej po wyłączeniu łuku. Chroni on pospawany metal oraz elektrodę przed ich
utlenieniem.
Dławik
-
Tłumi prąd spawania w mniejszym lub większym stopniu. Należy ustawić w zależności od pozycji spawania.
Spot
s
Określony czas trwania.
Napięcie
V
Wpływ na szerokość spoiny.
Upslope
s
Stopniowe zwiększanie natężenia prądu.
Prędkość zbliżania się
-
Progresywna prędkość obrotowa drutu. Przed zajarzaniem, drut przybywa powoli, aby utworzyć pierwszy
kontakt bez powodowania szarpnięć.
Prędkość drutu
m/min
Ilość osadzonego spoiwa i pośrednio natężenie spawania oraz penetracji.
Dostęp do niektórych parametrów zgrzewania i zgrzewania zależy od procesu zgrzewania (Manualny, Synergiczny) oraz wybranego trybu wyświet
-
lania (Easy lub Expert). Więcej informacji na ten temat można znaleźć w rozdziale HMI.
KONTROLA PRZEPŁYWU GAZU
Aby sprawdzić natężenie przepływu gazu na manometrze bez rozwijania przewodu wypełniającego, należy nacisnąć i przytrzymać przycisk 1 i
postępować zgodnie z procedurą wyświetlaną na ekranie. Kontrola ta powinna być przeprowadzana okresowo, aby zapewnić optymalne spawanie.
Więcej informacji na ten temat można znaleźć w rozdziale HMI.
TRYB SPAWANIA TIG (GTAW)
PODŁĄCZENIE I PORADY
Patrz instrukcja obsługi generatora.
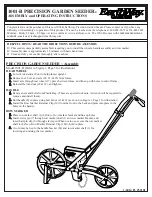
OSTRZENIE ELEKTRODY
Dla optymalnego działania zaleca się stosować zaostrzone elektrody w następujący sposób:
d
L
L = 3 x d dla niskiego prądu spawa
-
nia.
L = d dla wysokiego prądu spawania.