



























FR
17
Manuel d’utilisation
WF 35
Notice originale
CHOIX DU DIAMÈTRE DE L’ÉLECTRODE
Ø Électrode (mm)
TIG DC
Tungstène pur
Tungstène avec oxydes
1
10 > 75
10 > 75
1.6
60 > 150
60 > 150
2
75 > 180
100 > 200
2.5
130 > 230
170 > 250
3.2
160 > 310
225 > 330
Environ = 80 A par mm de Ø
COMPORTEMENT GÂCHETTE
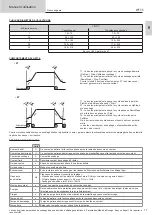
• 2T
t
t
t
t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal
T2
T4
T3
T1
Bouton principal
T2
T4
>0.5s
<0.5s
<0.5s
T1 - Le bouton principal est appuyé, le cycle de soudage démarre
(PréGaz, I_Start, UpSlope et soudage).
T2 - Le bouton principal est relâché, le cycle de soudage est arrêté
(DownSlope, I_Stop, PostGaz).
Pour la torche à 2 boutons et seulement en 2T, le bouton secon
-
daire est géré comme le bouton principal.
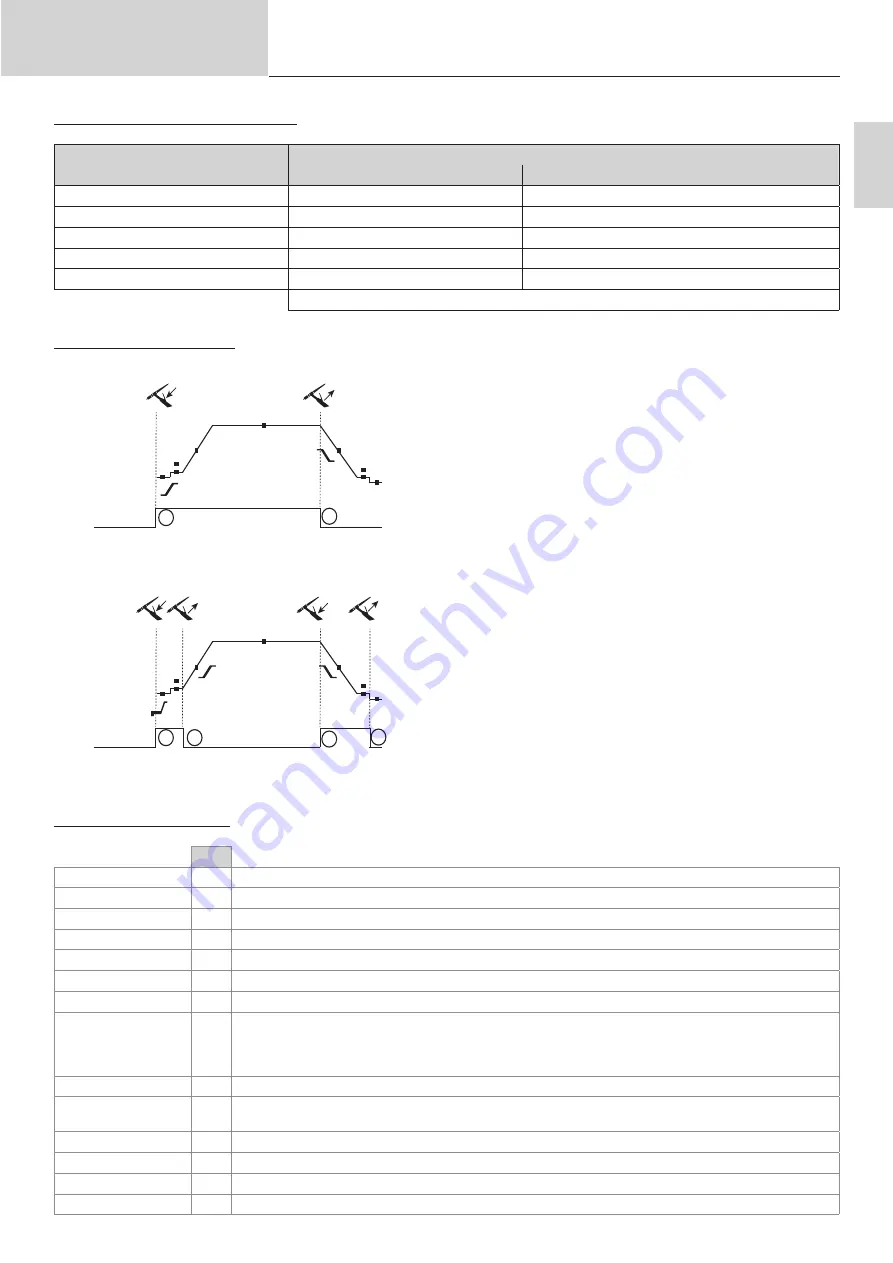
• 4T
t
t
t
t
t
t
T2
T1
Bouton principal
T3
T1
Bouton principal
T2
T4
T3
T1
Bouton principal
T2
T4
>0.5s
<0.5s
<0.5s
T1 - Le bouton principal est appuyé, le cycle démarre à partir du
PréGaz et s’arrête en phase de I_Start.
T2 - Le bouton principal est relâché, le cycle continue en UpSlope
et en soudage.
T3 - Le bouton principal est appuyé, le cycle passe en DownSlope
et s’arrête dans en phase de I_Stop.
T4 - Le bouton principal est relâché, le cycle se termine par le
PostGaz.
Nb : pour les torches, double boutons et double potentio
-
mètre
=> bouton « haut/courant de soudage » et potentiomètre actifs,
bouton « bas » inactif.
Pour les torches double boutons ou double gâchettes, la gâchette « haute » garde la même fonctionnalité que la torche simple gâchette ou à lamelle.
La gâchette « basse » est inactive.
DÉFINITION DES RÉGLAGES
Unité
Courant d’arrêt
%
Ce courant de palier à l’arrêt est une phase après la rampe de descente en courant.
Courant de démarrage
%
Ce courant de palier au démarrage est une phase de préchauffage avant la rampe de montée en courant.
Courant de soudage
A
Courant de soudage.
Courant froid
%
Deuxième courant de soudage dit «froid»
Durée du pulse
s
Phase de spot pulse manuelle ou d’une durée définie
Durée du spot
s
Manuel ou une durée définie.
Évanouisseur
s
Évite le cratère en fin de soudage et les risques de fissuration particulièrement en alliage léger.
Fréquence
de pulsation
Hz
Fréquence de pulsation (conseils de réglage) :
• Si soudage avec apport de métal en manuel, alors F(Hz) synchronisé sur le geste d’apport,
• Si faible épaisseur sans apport (< 0.8 mm), F(Hz) > 10Hz
• Soudage en position, alors F(Hz) < 100Hz
Montée de courant
s
Permet une montée progressive du courant de soudage.
Post gaz
s
Durée de maintien de la protection gazeuse après extinction de l’arc. Il permet de protéger la pièce ainsi que
l’électrode contre les oxydations lors du refroidissement.
Pré-gaz
s
Temps de purge de la torche et de création de la protection gazeuse avant amorçage.
Temps d’arrêt
s
Temps de palier à l’arrêt est une phase après la rampe de descente en courant.
Temps de démarrage
s
Temps de palier au démarrage avant la rampe de montée en courant.
Temps froid
%
Balance du temps du courant chaud (I) de la pulsation
L’accès à certains paramètres de soudage dépend du mode d’affichage sélectionné : Paramètres/Mode d’affichage : Easy ou Expert. Se reporter à
la notice IHM.
























































