





























NL
53
Gebruikershandleiding
WF 35
Vertaling van de originele handleiding
LASPROCEDURES
Voor meer informatie betreffende de GYS synergieën en de lasprocedures kunt u de QR-code scannen :
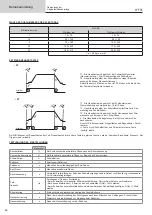
PUNT MODULE
• Spot
Met deze lasmodule kunnen de te lassen onderdelen voor het lassen geassembleerd worden. Het punten kan handmatig, per trekker, of getem
-
poriseerd gebeuren, in een van te voren gedefinieerd ritme. Deze «punt-duur» zorgt voor een betere reproduceerbaarheid, en het realiseren van
niet-geoxideerde punten.
• Spot Delay
Deze punt-module lijkt op de SPOT, maar wisselt punten af met vooraf gedefinieerde pauzes zolang de trekker ingedrukt wordt gehouden. Dankzij
deze functie kunnen zeer dunne staal- of aluminiumplaten gelast worden. Het risico van het doorboren en vervormen van de platen (vooral van de
aluminium platen) wordt zo sterk beperkt.
DEFINITIE INSTELLINGEN
Een-
heid
Burnback
-
Functie die het risico op het plakken van de draad aan het eind van de lasnaad voorkomt. De duur komt ove
-
reen met het terugtrekken van de draad uit het smeltbad.
Crater Filler
%/s
Dit stroomniveau bij het uitdoven is de fase die volgt op het verlagen van de stroom.
Deze stroom wordt ingesteld in intensiteit (% van de lasstroom) en in tijd (seconden).
Reactietijd
s
De duur tussen het einde van een punt (buiten Post gas) en het hervatten van een nieuw punt (inclusief Pre-
Gas).
Dikte
mm
Dankzij de synergie is een volledig automatische instelling mogelijk. De ingegeven dikte bepaalt automatisch
de spanning en de aangepaste draadsnelheid.
Downslope
s
Dalende stroom
Hot Start
%/s
De Hot Start geeft een zeer hoge stroom-intensiteit tijdens de ontsteking, die voorkomt dat de draad aan het
werkstuk blijft plakken. Deze stroom wordt ingesteld in intensiteit (% van de lasstroom) en in tijd (seconden).
Stroomsterkte
A
De lasstroom wordt geregeld op basis van het type draad dat wordt gebruikt en het te lassen materiaal.
I Start
-
Regelen van de stroom tijdens de ontsteking.
Booglengte
-
Voor het aanpassen van de afstand tussen het uiteinde van de draad en het smeltbad (afstellen van de span
-
ning).
Pre-gas
s
Duur van het zuiveren van de toorts en het creëren van een beschermgas voorafgaand aan de ontsteking.
Punt
s
Bepaalde duur.
Post gas
s
Tijdsduur van het in stand houden van de gasbescherming, na het uitschakelen van de lasboog. Beschermt
het werkstuk en de elektrode tegen oxidatie.
Smoorklep
-
Vlakt min of meer de lasstroom af. Instelling afhankelijk van de laspositie.
Spot
s
Bepaalde duur.
Spanning
V
Invloed op de breedte van de lasnaad.
UpSlope
s
Progressieve stijging van de stroom.
Creep speed
-
Progressieve draadsnelheid. Voor de ontsteking komt de draad langzaam uit de toorts om zo zonder schokken
het eerste contact te creëren.
Draadsnelheid
m/min
Hoeveelheid toegevoegd metaal en indirect de lasintensiteit en de inbranding.
De toegang tot sommige instellingen hangt af van de lasprocedure (Handmatig, Synergetisch) en van de gekozen schermweergave (Easy of Ex
-
pert). Raadpleeg de HMI-handleiding
CONTROLE GASTOEVOER
Druk langere tijd op de drukknop n°1 en volg de procedure op het scherm om de gastoevoer op de manometer te kunnen controleren zonder het
draad aan te voeren. Deze controle moet regelmatig worden uitgevoerd, om optimale lasresultaten te garanderen. Raadpleeg de HMI-handleiding
























































