




























18
Manuel d’utilisation
WF 35
Notice originale
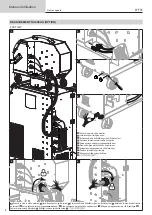
PURGE GAZ MANUELLE
La présence d’oxygène dans la torche peut conduire à une baisse des propriétés mécaniques et peut entrainer une baisse de la résistance à la cor
-
rosion. Pour purger le gaz de la torche, faire un appui long sur le bouton-poussoir n°1 et suivre la procédure à l’écran. Se reporter à la notice IHM.
MODE DE SOUDAGE MMA (SMAW)
BRANCHEMENT ET CONSEILS
Voir la notice du générateur.
PARAMÈTRES DU PROCÉDÉ
Procédés de soudage
Paramètres
Réglages
Standard
Pulsé
Type d’électrode
Rutile
Basique
Le type d’électrode détermine des paramètres spécifiques en fonction
du type d’électrode utilisée afin d’optimiser sa soudabilité.
Anti-Sticking
ON - OFF
L’anti-collage est conseillé pour enlever l’électrode en toute sécurité en
cas de collage sur la pièce à souder (le courant est coupé automatique
-
ment).
L’accès à certains paramètres de soudage dépend du mode d’affichage sélectionné : Paramètres/Mode d’affichage : Easy ou Expert. Se reporter à
la notice IHM.
PROCÉDÉS DE SOUDAGE
• Standard
Ce mode de soudage MMA Standard convient pour la plupart des applications. Il permet le soudage avec tous les types d’électrodes enrobées, rutiles,
basiques, cellulosiques et sur toutes les matières : acier, acier inoxydable et fontes.
• Pulsé
Ce mode de soudage MMA Pulsé convient à des applications en position verticale montante (PF). Le pulsé permet de conserver un bain froid tout en
favorisant le transfert de matière. Sans pulsation, le soudage vertical montant demande un mouvement « de sapin », autrement dit un déplacement
triangulaire difficile. Grâce au MMA Pulsé il n’est plus nécessaire de faire ce mouvement, selon l’épaisseur de votre pièce un déplacement droit vers
le haut peut suffire. Si toutefois vous voulez élargir votre bain de fusion, un simple mouvement latéral similaire au soudage à plat suffit. Dans ce cas,
vous pouvez régler sur l’écran la fréquence de votre courant pulsé. Ce procédé offre ainsi une plus grande maitrise de l’opération de soudage vertical.
CHOIX DES ÉLECTRODES ENROBÉES
• Électrode Rutile : très facile d’emploi en toutes positions.
• Électrode Basique : utilisation en toutes positions, elle est adaptée aux travaux de sécurité par des propriétés mécaniques accrues.
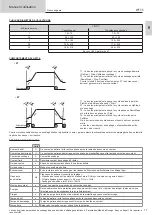
DÉFINITION DES RÉGLAGES
Unité
Arc Force
L’Arc Force est une surintensité délivrée afin d’éviter les collages lorsque l’électrode ou la goutte viennent
toucher le bain de soudage.
Courant de soudage
A
Le courant de soudage est réglé en fonction du type d’électrode choisi (se référer à l’emballage des électro
-
des).
Durée du Hot Start
s
Le Hot Start est une surintensité à l’amorçage évitant le collage de l’électrode sur la pièce à souder. Il se règle
en intensité (% du courant de soudage) et en temps (secondes).
Fréquence de
pulsation
Hz
Fréquence de PULSATION du mode PULSE.
Pourcentage Hot Start
%
Le Hot Start est une surintensité à l’amorçage évitant le collage de l’électrode sur la pièce à souder. Il se règle
en intensité (% du courant de soudage) et en temps (secondes).
Pourcentage I froid
%
Temps froid
s
L’accès à certains paramètres de soudage dépend du mode d’affichage sélectionné : Paramètres/Mode d’affichage : Easy ou Expert. Se reporter à
la notice IHM.





















































