





























IT
67
Manuale d’utilizzo
WF 35
Traduzione delle istruzioni
originali
• 4T
t
t
t
t
t
t
T2
T1
Pulsante
principale
T3
T1
T2
T4
T3
T1
T2
T4
>0.5s
<0.5s
<0.5s
Pulsante
principale
Pulsante
principale
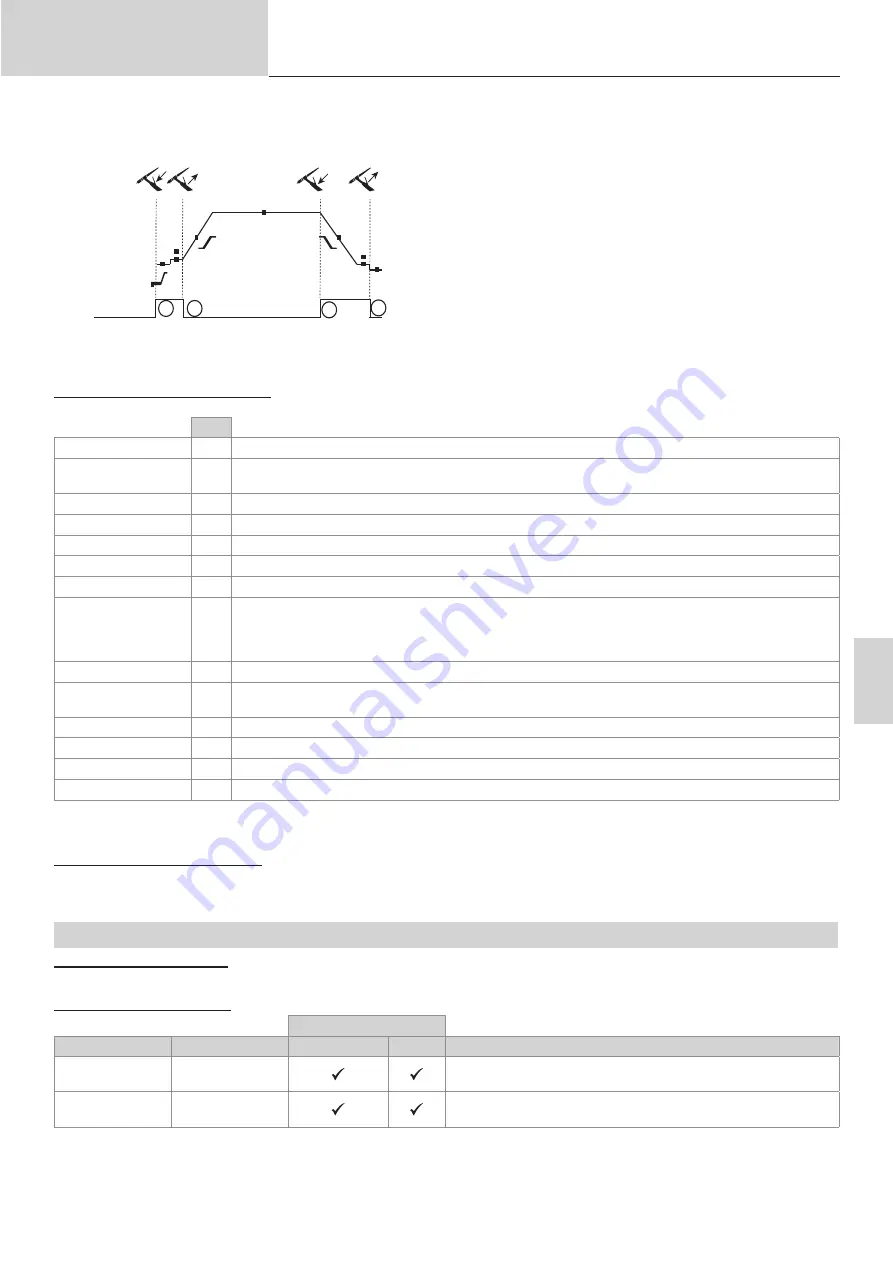
T1 - Il pulsante principale è premuto, il ciclo si avvia a partire dal
PreGas e si arresta nella fase di I_Start.
T2 - Il pulsante principale è rilasciato, il ciclo continua in UpSlope e
in saldatura.
T3 - Il tasto principale è premuto, il ciclo passa in DownSlope e si
ferma in fase di I_Stop.
T4 - Quando il pulsante principale viene rilasciato, il ciclo si
conclude con il PostGas.
Nb : per le torce, doppio pulsante e doppio pu potenziome
-
tro
=> tasto «alto/corrente di saldatura» e potenziometro attivi, tasto
«basso» inattivo.
Per le torce a doppio pulsante o doppio pulsante torcia, il pulsante « alto » mantiene la stessa funzione della torcia a pulsante semplice o a «lamella».
Il pulsante torcia « basso » è inattivo.
DEFINIZIONE DELLE REGOLAZIONI
Unità
Corrente di arresto
%
Questa corrente portante all’arresto è una fase dopo la rampa di discesa in corrente
Corrente di avvio
%
Questa corrente di cuscinetto all’avviamento è una fase di preriscaldamento prima della rampa di aumento in
corrente.
Corrente di saldatura
A
Corrente di saldatura.
Corrente fredda
%
Seconda corrente di saldatura detta «fredda»
Durata del Pulsato
s
Fase di spot pulsato manuale o di una durata definita
Durata dello spot
s
Manuale o una durata definita
Evanescenza
s
Evita il cratere alla fine della saldatura e i rischi di fessurazione particolarmente nelle leghe leggere.
Frequenza
di pulsazione
Hz
Frequenza di pulsazione (consigli di regolazione):
• Se si esegue la saldatura con metallo in manuale, allora F (Hz) sincronizzato sul gesto di contributo,
• Se a spessore sottile senza apporto (<0,8 mm), F (Hz)> 10Hz
• Saldatura in posizione, allora F(Hz) < 100Hz
Aumento di corrente
s
Permette un aumento progressivo della corrente di saldatura.
Post gas
s
Durata di mantenimento della protezione gas dopo l’estinzione dell’arco. Permette di proteggere il pezzo così
come l’elettrodo contro le ossidazioni durante il raffreddamento.
Pre-gas
s
Tempi di pulizia della torcia e di creazione della protezione gas prima dell’innesco.
Tempo d’arresto
s
Tempi di cuscinetto all’arresto è una fase dopo la rampa di discesa in corrente.
Tempo di avviamento
s
Tempi di cuscinetto all’avviamento prima della rampa di aumento in corrente.
Tempo freddo
%
Bilanciamento del tempo di corrente calda (I) della pulsazione
L’accesso a certi parametri di saldatura dipende dalla modalità di visualizzazione selezionata : Parametri/ Modalità di visualizzazione : Easy o Ex
-
pert. Fare riferimento al manuale dell’IHM.
EPURAZIONE DEL GAS MANUALE
La presenza di ossigeno nella torcia può condurre a un calo delle proprietà meccaniche e può causare un calo della resistenza alla corrosione. Per
epurare il gas dalla torcia, premere a lungo sul pulsante n°1 e seguire la procedura sullo schermo. Fare riferimento al manuale dell’IHM.
MODALITÀ DI SALDATURA MMA (SMAW)
COLLEGAMENTO E CONSIGLI
Consultare il manuale del generatore.
PARAMETRI DEL PROCESSO
Processi di saldatura
Parametri
Regolazioni
Standard
Pulsato
Tipo di elettrodo
Rutilo
Basico
Il tipo di elettrodo determina parametri specifici in base al tipo di elettro
-
do utilizzato per ottimizzare la sua saldabilità.
Anti-Sticking
ON - OFF
Si consiglia di rimuovere l’elettrodo in modo sicuro durante l’incollaggio
sul pezzo (l’alimentazione viene interrotta automaticamente).
L’accesso a certi parametri di saldatura dipende dalla modalità di visualizzazione selezionata : Parametri/ Modalità di visualizzazione : Easy o Ex
-
pert. Fare riferimento al manuale dell’IHM.

























































