





























42
Betriebsanleitung
WF 35
Übersetzung der
Originalbetriebsanleitung
WAHL DES DURCHMESSERS DER ELEKTRODE
Ø Elektrode (mm)
WIG DC
Wolfram pur
Wolfram mit Oxiden
1
10 > 75
10 > 75
1,6
60 > 150
60 > 150
2
75 > 180
100 > 200
2,5
130 > 230
170 > 250
3,2
160 > 310
225 > 330
Ca. = 80 A pro mm Ø
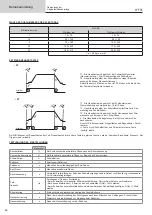
BETRIEB BRENNERTASTER
• 2T
t
t
t
t
t
t
T2
T1
Haupttaste
T3
T1
Haupttaste
T2
T4
T3
T1
Haupttaste
T2
T4
>0.5s
<0.5s
<0.5s
T1 - Die Haupttaste wird gedrückt, der Schweißzyklus startet
(Gasvorströmung, I_Start, Stromanstieg und Schweißen).
T2 - Haupttaste ist gelöst, der Schweißzyklus stoppt (Stromab
-
senkung, Endstrom, Gasnachströmung).
Beim Brenner mit 2 Tasten, und nur im 2-T-Modus, wird die Sekun
-
där-Taste als Haupttaste verwendet.
• 4T
t
t
t
t
t
t
T2
T1
Haupttaste
T3
T1
Haupttaste
T2
T4
T3
T1
Haupttaste
T2
T4
>0.5s
<0.5s
<0.5s
T1 - Die Haupttaste wird gedrückt, der Zyklus startet aus
Gasvorströmung und stoppt in der I_Start-Phase.
T2 - Haupttaste ist gelöst, der Schweißzyklus läuft weiter in Stro
-
manstieg und Schweißstrom.
T3 - Die Haupttaste wird gedrückt, der Zyklus wechselt auf Stro
-
mabsenken und stoppt in der I_Stop-Phase.
4 - Die Haupttaste wird losgelassen, der Zyklus endet mit Gas
-
nachströmen.
Anm: für die Brennertaster, Doppeltasten und Doppe Poten
-
tiometer
=> Taste „Hoch/Schweißstrom“ und Potentiometer aktiv, Taste
„Niedrig“ inaktiv.
Bei WIG-Brenner mit Doppelttaste oder Poti- Doppelttaste hat die obere Taste die gleiche Funktion wie bei Lamellen/ Einzeltaste- Brennern. Der
Trigger «low» ist inaktiv.
FESTLEGUNG DER EINSTELLUNGEN
Maßeinheit
Abschaltstrom
%
Der Schlussstrom beschreibt die Phase nach der Stromabsenkung.
Courant de démarrage
%
Der Startstrom beschreibt die Phase vor Beginn des Stromanstiegs.
Schweißstrom
A
Schweißstrom
Kaltstrom
%
Zweitstrom (Kaltstrom)
Pulsdauer
s
Manuelle oder zeitabhängige Spot-Puls-Phase
Spot-Dauer
s
Manuell oder definierte Dauer.
Stromabsenkung
s
Vermeidet Kraterbildung am Ende des Schweißvorgangs und die Gefahr von Rissbildung, insbesondere
bei Leichtmetalllegierungen.
Puls-
frequenz
Hz
Pulsfrequenz (Tipps zur Einstellung):
• Beim Schweißen mit manueller Zusatzdraht-Zuführung, F(Hz) mit der Zufuhr synchronisieren
• Bei dünnen Materialien (< 0,8mm) und ohne Zusatzdraht F(Hz) > 10Hz wählen
• Beim Schweißen spezieller Materialien die ein oszillierendes Schweißbad benötigen, F(Hz) < 100Hz
wählen
Stromanstieg
s
Ermöglicht einen progressiven Anstieg des Schweißstroms.
Gasnachströmung
s
Dauer der Aufrechterhaltung des Schutzgases nach dem Erlöschen des Lichtbogens. Er schützt das
Werkstück und die Elektrode vor Oxidation beim Abkühlen.
Gasvorströmung
s
Dauer der Gasvorströmung vor der Zündung.























































